Meg Wendy
Jump to navigation
Jump to search
The Meg Wendy is an 0-4-0 industrial/quarry style steam locomotive. It was designed by father ans son team Tom and Dougal Hubner of Meg Steam Inc, of Victoria BC, who also supplied castings. Meg Steam Inc is no longer in business.
The Meg Wendy is typically built as a 7.25 or 7.5 inch narrow-gauge locomotive.
Castings are available from Wellington Foundry.
Blackgates Engineering offers similar locomotives, the "Sweet William" and "Sweet Pea".
Most Meg Wendys were designed to use the Hackworth valve gear. Later models used Marshall valve gear.

This is the original Wendy as built by Meg Steam Inc. Photo provided by Mike Massee.
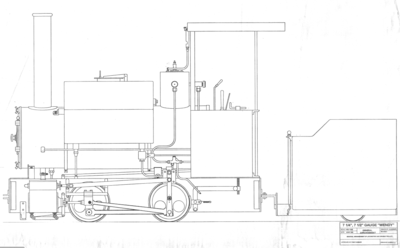
Meg Steams's "Wendy" erection drawing


Testimonials
Bill Laird wrote, 18 December 2002:
- The MEG Steam engines are very easy to build and plans are good (not perfect, have some errors, but overall good). However, the two as built engines they offer are not American and to my eye ugly. But, the frame, cylinders, running gear, and boiler plans are a good way to start. Buy the plans, study them, get creative and design your own locomotive. I know of seven locomotives built or under construction in central Texas based on the MEG Steam plans, none of which look like any other. The MEG Steam engines are 0-4-0's with saddle tanks. In Texas in the summer the water in the tanks gets so hot the injectors will not pick up. We scrapped the tanks on the locomotive and added tenders. I am personally building a 2-4-0 Porter based on the MEG Steam design and I know of other 0-4-0's, 2-4-0's, and 2-4-2's under construction all based on the MEG Steam plans. They are a great place to start kit bashing a locomotive. I have found Dougal of MEG Steam sometimes difficult to get in touch with, but eventually you can. Shipping can be slow. One of the first cylinder castings he sent me had a void in it, discovered after 2 full days of machining on it. I contacted him and he asked me to send it back and he did replace it several weeks later with a new casting. I know of two other cylinder castings he sent out with similar problems, eventually all replaced with new castings.
Construction
Bill Laird wrote August 2016:
- How I built my frames.
- I bought a cheap hollow core door and set it on a pair of saw horses. I used it as a drafting table. I covered it with white butcher paper. Then I drew a full sized drawing of the frame with all holes located and the outline of the frame. I cut the frame material to length on a horizontal bandsaw. I then marked the outline on the frames using Dykem layout fluid and a carbide scribe referencing the full sized drawing on the butcher paper. I then used a handheld saber saw with a metal cutting blade (buy several blades) to cut the outline of both frames. Get some beeswax and frequently rub the beeswax on the saber saw blade, it keeps the blade from clogging and acts as somewhat of a cooling lubricant. Cut out the axle box cutouts about 1/16" undersized. Then I clamped the two cutout frames together back to back with several clamps. I clamped the two clamped frames to the bed of the mill with several 1/2" thick pieces of hardwood about an inch wide spread evenly under the frames for clearance of tooling below the frames and above the mill bed. I squared the frames with the X axis of the mill. Then referencing the full sized drawing I used the X -Y adjustment dials of the mill to locate each hole. I double checked each hole location using the full sized drawing and a metal ruler with 1/64" markings. Once positively located each hole was first center drilled then step drilled out to the finished size. The frames were longer than my mill bed so half way through I had to move the frames on the mill bed and re-square them on the X axis. After drilling all the holes I used an end mill to square up the axle box cutouts to their finished size. This procedure insures both frames are identical. Go slow with the saber saw and you will end up with a good finished set of frames.
See Also
Video
External Links
- Meg Steam Locos, Yahoo Groups
- "Restoring a MEG steam 'Wendy'", Chaski.org
- "Meg Steam Locomotives" Yahoo Group
- "Joy valve gear", Wikipedia
- "The cylinders are mounted.....", Chaski.org
- "MEG Steam "Wendy" 0-4-0 Live Steam Locomotive", Mike Massee
- "MEG Steam Castings and Drawings", 2004, 7-Plus-NGM
- "Allen Models new castings - 3 3/4" scale Sandy River #24 or Maxi-7", Chaski.org
- "MEG Wendy on Coal", Chaski.org