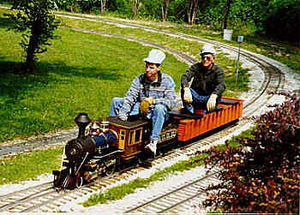
Bill Oberpriller's Minnie
Minnie 2 is a freelance 2-4-2 live steam locomotive designed by Bill Oberpriller. Bill offered the locomotive in kit form between 1998 and 2004. He no longer produces the kit. These pages have been "rescued" from Archive.org.


Bill Oberpriller
"MINNIE"
2-4-2 CONSTRUCTION PROJECT
7.5 inch or 7.25 inch Free-Lance Narrow Gauge Coal Burning Live Steamer
How long will it take and how much will it cost to build the Minnie? The time and cost are only estimates at this time, but are based on over thirty years of starting many, many many projects and actually finishing a couple. If you have basic machine shop skills, you should be able to put the engine on the track in as little as 500 hours. Depending on whether you build the boiler or have it built for you, plan to spend between $2,500 and $4,000 (year 2000 estimate).
Minnie color side view, drawn by Bill Oberpriller.
Minnie erection drawing, by Bill Oberpriller.


Design Changes
DATE : June 26, 1998
The Minnie project is going through some major design changes. I am simplifying the design to use less parts that require machining. The frame is being redesigned to be punched out on a CNC punch press. The frame will be able to be assembled in a week-end using a drill press and hand tools. Same with the tender. Because I need a tender for the proto-type, I will be building the tender next. I will start with the trucks which are the Cannonball Ltd arch bar trucks. I chose them because they are the easiest to build trucks on the market. And at $175 for the kit, the cheapest.
In my quest of a good reliable feed water system, I went through every device known to man. Injectors, axle pumps, hand pumps, steam driven pumps, and cross head pumps. The one that stands way out in front is the adaption of a pressure washer pump. The pressure washer pump being rather large is mounted in the tender and is driven by a chain to the tender truck axle. A simple clutch allows the pump to be cranked so that water can be supplied to the boiler while the engine is static. So, on with the design and construction of the tender.
Know Your Limitations
If you are a first time builder, select an engine that is small with as few parts as possible. The more parts, the longer it will take before you can roll it onto the track. The bigger the project, the less likely it will ever be completed. The ratio of projects started compared to the projects completed is probably as high as 100:1.
If your budget is limited as mine is, select a project with as few parts as possible. Less parts translates into less cost. Ask yourself if you are willing to spend the time required to finish the project. Even the simplest of locomotives will take a minimum of a year of your spare time. If you are not an experienced machinist, purchase the complicated parts such as cylinders, drivers, etc. already machined. Unless you want to be punished, buy the boiler already built. Select the proper gauge. Over 90% of the track on the ground in the US is 7.5" gauge.
The Beginning
This is the first engine I built. It originally started as a Mogul. I did not know my limitations when I started the Mogul. After reading the catalogs, I actually believed that I would be able to build an engine with a 9" lathe and a milling attachment. The only castings used are the pilot, smoke box saddle, stack mount, and the wheels. This engine is now owned by Ray Heaton III, pictured with his engine.
Bill Oberpriller's first steam locomotive, a 2x size Raritan. Ray Heaton III stands next to the locomotive.

The fore runner to the Minnie turned out to be too big and heavy to move around and transport easily. Hence the design of the Minnie.

Frame Kit
With the addition of the punch press and press brake to our shop, I have re-designed the Minnie. As the pictures show, I have fabricated as many parts for the frame using .125 sheet metal. The complete frame can be assembled in a week-end.
1/4 inch bar stock is sandwiched between the two punched frames making the frame 1/2 inch thick. The rear axle is ridged and the bearings are held in place using the plates in the lower row. An equalizer assembly is fabricated from the parts above them for the front axle. The bearings used are needle bearings 1.5 inch OD by 1 inch ID 3/4 inch wide.

As can be seen, the frame was extended to eliminate the apron casting as used on the Allen Mogul. The smoke box saddle casting, and smoke box castings will also be eliminated. These items will be fabricated similar to the way the frame is fabricated. The goal for the newly designed Minnie is to eliminate as many machined parts as possible without compromising the looks or performance of the engine. By doing so, a builder with minimal shop equipment and skills will be able to get the engine on track within a year compared to 3 to 5 years for most building times.
Not shown in the pictures, but part of the kit is the bar stock required. Also the equalizer assembly will be jig welded.
Frame Construction
The bearings for the driver axles used are Torrington needle bearings. Part # B-2012 for the outer race and part # IR-1612 OH for the inner race. The dimensions of the bearing is 1.5 inch OD, 1 inch ID, by 3/4 inch wide. The bearings are available from bearing suppliers and Allen Models. I purchased them from a bearing supplier for a cost of about $72.00 for four and from Allen Models for about $78.00. As an option to save on the cost, bronze bushings of the same size can be used with satisfactory results.
The frames are punched in pairs. Any warpage from punching will be canceled out when they are assembled. Assemble so that the rounded side is to the outside of the assembly. Make a left and a right.
The holes punched in the frame are .160 inch. Clamp the bar stock onto one of the frames and transfer drill holes through the bar stock. The matching frame will be tapped for 10-32. After drilling with the .160 inch drill, drill out the holes with a #7 drill. Trim the bar stock ends after the holes have been drilled.

The lower image shows the bar stock in place prior to drilling.

Using a two flue "gun" tap in a battery powered screw driver/drill on the low speed makes short work of tapping the side frame. Use a liberal amount of cutting oil when using this method of tapping.
The bar stock is transfer drilled from the outside frame member using a 0.160 inch drill. The holes in the frame member and bar stock are then enlarged using a #7 drill. Although the #10 drill is listed as a clearance drill for a #10 screw, the industry standard for work of this nature is a #7. The holes that are counter sunk are noted on the drawing on page two. Except for the holes noted on the drawing on page 2, tap the holes on the inside frame member with a 10-32 tap
Frame shown assembled using 10-32 flat head screws.
UPDATE: OCTOBER 17, 1998. It was pointed out to me today that I didn't mention in the instructions that the top bar has to be notched out to match the cut-out in the frame so that the equalizer will pivot freely up and down approximately 3/16 to 1/4 inch.

The equalizer weldment assembly will come as shown as part of the frame kit.


Below is shown the frame with the rear axle bearing retaining plates installed. The outer plates are tapped for 10-32 threads. The rest of the plates and the frame are drilled throught with a #7 drill. Use 1/8 inch by 1 inch steel angle and 10-32 screws and nuts to assemble the frame. The last time I was at Home Depot, I noticed they had three foot lengths of steel angle.



The equalizer pivot pin is secured to the angle frame members with a piece of 1/4-20 threaded rod. You could also use a bolt of the correct length.
The journal boxes need to be trimmed so that the equalizer pivots freely. A belt sander works good for tasks like this.

The blue is the 1/4 inch by 1 inch, the red is the 1/4 inch by 3/4 inch, and the green is the 1/4 inch by 1/2 inch bar stock. The four holes through the 1/4 inch by 1/2 inch (green) bar stock and frames are the only holes that require flat head screws. Use round head screws for the rest of the holes as some of these holes will be used to secure additional items when the reverse quadrant and ash pan etc. are installed.

Apron Plate and Front Truck Pivot Plate


The above drawing shows the placement of the the apron plate and the front truck pivot plate. Note that the apron plate aligns with the end of the frame. The 1 inch by 6.5 inch piece used to assemble the frame will be discarded when the bolster is installed.
Tender Trucks
The Cannonball Arch Bar Trucks were selected for use on the tender because of their cost and ease of construction. Prior to putting the wheels on the axles it will have to be decided whether the builder will be using a pressure washer pump mounted in the tender as a source of feed water. If so, and I strongly recommend this method of delivering water to the boiler under pressure, sprockets will have to be added to one of the axles on each of the trucks. For more information on this, see the section on the Feed Water System.


1. Castings for the Arch Bar Trucks. The only real machining required on these trucks are the wheels. The frame and bolster castings can be filed to shape using a coarse half round file.
2. The chain and sprockets that will be used for the feed water system.
3. Lathe setup for turning wheels.
4. Begin machining the casting by taking a cut approximately .02 to .03 deep at about 200 rpm if you are using carbide or about 100 to 150 rpm if you are using HSS for a cutting tool. If you use HSS you will have to dress up the tool often as the cast iron crust really tears up the edge. The tool will start to "sing" as it gets dull.
5. Bring the thickness of the wheel down to about 0.880 inch by taking a finishing pass or two. DO NOT REMOVE the wheel from the chuck until it is drilled. Speed the lathe up to about 350 for the drilling. Center drill the wheel with a large center drill.
6. Drill a 1/2 inch hole through the casting. Start the drill slow to ensure that the drill stays centered.
7. Enlarge the hole to 0.530 - 0.540 inch. Use a drill that has not been sharpened by hand for drilling the holes in the wheels. If you are careful, the holes will be dead center when you are finished.
8. Finally slow the lathe to the slowest speed it will go and ream to .562. The holes are at 90 degrees to the back side of the wheel and they will run true without any wobble. Remove the casting from the chuck, and repeat the procedure on the other 7 castings.
Machining the Driver Wheels



The castings for the drivers are almost 1 inch wide. The procedure I use is to first chuck the driver in a four jaw chuck so I can face off the back first. This will make the back parallel with the front face of the casting. I then turn the casting over and take off just enough to get a smooth surface on the front face of the driver. For ease of machining I turn the entire face of the driver to the same plane. This makes it much easier to mount the driver in the chuck or on the face plate with out having to shim the tire if the counter weight was left an 1/8 i nch wider than the tire. I then find the center of the axle hole and drill 3/16 inch pilot hole. This allows me to find the center of the wheel when I turn the wheel over in the chuck for finish facing the back and boring the axle hole. The operation for finish facing the back and boring the axle hole should be done at the same time to insure that the axle hole will be perpendicular the the back face of the driver.
On a previous set of drivers, I finished the back of the drivers and bored the axle hole without paying attention to the finished width of the driver. When I went to finish off the front of the driver, I found I was having to take off too much of the front face to reduce the driver to the desired width. Finish the front of the driver the way you want it first before addressing the back face.
Machining the Driver Axles

The Axles for the drivers are turned from 1" CRS bar stock. The key ways are machined 90 degrees from each other. Make sure when making the axles that both of them are the same. It is easy to get the keyways mixed up. The key ways shown are for 1/4" keys. To assure that the keys line up, bothwheels should be broached at the same time. Put the wheels back to back with a 3/4" pin throught the crank hole. Put a broaching bushing through the axle hole. If you use this method, it doesn't matter where the key way is, they will always be lined up with each other. Mark the wheels in sets so that they don't get mixed up after the key ways have been broached.
To insure that the axle key ways are 90 degrees to each other, machine two square blocks 2" to 2.5" X .5" with a 1" hole in the center. I used aluminum to make mine. Machine the blocks together so they are the same. Drill and tap for a set screw in each of the blocks. Mount the blocks on the axle so they fit in the milling machine vise. Machine one key way, turn the axle block assembly 90 degrees, and machine the other key way. This will insure that the key ways are 90 degrees to each other.
The axle is held centered in the frame with either snap rings or collars. Either one will work equally well, collars can be made from bar stock or purchased ready made.
I will add some pictures at a latter time.
The wheels can be held on to the axles either by making the axles approximately 0.001 inch bigger than the holes in the wheel, or make the axles so that the wheels slip fit on the axle and use Loctite to hold the wheels on. If you use the Loctite method, use the red Loctite. When removing wheels held on with Loctite heat the joint with a propane torch until the Loctite gets soft, and pull the wheel off. Do not use a wheel puller when removing wheels. It is easy to break the flange on the wheel. Press the axles out with an arbor press.


The Oil Hole
The end of the axle is drilled and tapped for a 10-32 set screw. The cross hole is drilled so that it lines up with the center of the bearing. As you will notice, the inner race has a groove so it doesn't matter where the cross hole ends up as long as it is some where in the groove of the inner race.
The Snap Ring Groove
The snap ring groove is approximately 0.04 to 0.05 inches deep. It should be just a little wider than the snap ring. The rings I have are about 0.045 inches thick. The groove should be just a little to the inside of the bearing retainer plate on the rear axle and a little on the inside of the inside equalizer plate. There should be just enough clearance so the snap ring doesn't drag against the plates when the axle is rotated. Up to 0.01 inch clearance is OK. 0.05 inch clearance is sufficient. The easiest way to find the location of the snap ring groove is to install the axle centering it up in the bearings and scribe a line on the axle using the retaining plates as a guide.
Front Crank Pin


The crank pins are turned from 1 inch CRS bar stock. There are two ways of installing the pins. One is to leave the end that goes into the driver about 0.001 inch larger than the hole in the driver. The pin is then pressed into the driver. Once installed the only way it can be removed is to press it out. The other is to make the pin a slip fit into the driver and Loctite it in with red Loctite during final assembly. I prefer the later method. This allows me to make the pin a little longer than the drawing shows, and turn it down to the proper length after the side rods are finished. This is especially desirable for the pins installed in the rear drivers. If your concern is that the pins will become loose during operation if they are held in with Loctite, fear not, pins held in with red Loctite are harder to remove than the ones that are just pressed in.
The Cap is made from a piece of 1 inch CRS or brass. It is drilled for a clearance hole (0.201 inch) for a 10-32 cap screw. It is also counter bored for the head of the cap screw which is about 0.312 inch. I use ordinary drill bits when counter boring for cap screws. Counter bore the hole with the 0.312 inch drill until the head is flush with the face of the cap. On final assembly, use a little blue Loctite on the screw to secure it.
Kit #2
Kit #2 is now available. Included in kit #2, but not shown will be the reverse quadrant and reverse lever.




Kit #3

Catalog of Kits and Services
- Frame Kit- Section 1
- Section #1 includes all of the punched parts needed to assemble both the front and aft frame. The includes the frame rails for the main frame, and the pieces needed to assemble the frame extension. It also includes the apron plate, front truck pivot plate, and the boiler mounting plates.
- Frame Kit- Section 2
- Includes the equalizer assembly, the front truck, the aft bearing retainer plates, the rocker plates, the crosshead yoke, the reverse quadrant and reversing arm, the aft axle journals, links and anything else I may have forgotten that is required to build the chassis. With the addition of the Allen castings and the bar stock parts, the builder will be able to complete the locomotive to the point that it will run on air.
- Smoke Box and Smoke Box Saddle
- You can order the smoke box with the Allen smoke box door casting machined to fit the smoke box.
- Cab
- This kit includes all of the parts punched and formed to make the cab. The only parts the builder has to fabricate are the window sills and moldings.
- Tender
- The tender is made as a dry shell and has a welded stainless steel water tank. The tank is easily removed for cleaning.
- Stainless Steel Water Tank
- The tender is a dry shell with a stainless steel water tank. Stainless steel fittings with 1/4 pipe threads are welded in place making for easy plumbing to the tank.
- Cylinders Machined to stage #1
- Cylinders Machined to stage #2
- For those of you wanting fully machined ready to run cylinder sets which will include the cross heads. I will provide these as special order items. This will include the cylinders, the cylinder heads, the pistons, the piston rods, the steam chests, the steam chest covers, the slide valves, the crosshead slides, and the crossheads. 6 month lead time.
- Drivers Machined
- Includes the cost of the castings.
- Boiler, tested to 250 psi
- The boiler has an unconditional money back guarantee for the first 30 days and a limited money back guarantee for 5 years. The limited guarantee is similar to a tire guarantee. Usage will be prorated over the 5 year period. As an example; if after one year usage the purchaser decides to return the boiler, a return of 4/5ths of the purchase price will be refunded. A realistic life span for a steel boiler is 10+ years if stored empty. Twenty-five years would not be unrealistic if the boiler is stored full of a rust inhibiting fluid such as automotive anti-freeze or a water soluble cutting fluid.
A Word About Boilers.
The boiler I am offering for sale is not certified by any authority. It is not built to any standard. It is built based on the experience I have acquired over the past 20 years. It is built with safety as the first consideration. I have seen many boilers using the same building principals that I use with no known failures resulting in any injuries. The safety factor of the the construction is over 10 times what would be considered safe for the intended pressures. Using coal, oil, or propane for firing under normal conditions it would be impossible to build a fire hot enough to cause a structural failure. There are no known incidents of boiler "explosions" using this type of construction. If state or local laws require that your boiler be certified, have a certified boiler maker fabricate the boiler for you.
The construction is a 8 inch steel seamless mechanical tube with a 1/4 inch wall thickness. The plates are 1/4 inch thick hot rolled steel plate. The flue tubes are 1 inch OD by 0.120 inch wall thickness 4130 welded into the flue sheets. Welded 4130 steel flue tubes were chosen over rolled copper so that prolonged operation at water levels below the crown sheet would not result in flue tube failure. With copper flue tubes rolled in, operation of the boiler with the tubes un-covered with water even for a short period of time will result in the tubes developing leaks. This would require that the tubes be re-rolled or replaced to stop the leaks.
Allen Castings Required
With the completion of the frame, it is time to start hanging the running gear onto the frame. Following is a list of castings from Allen Models that can be used for the running gear. For the innovative builder many of the castings listed could be machined from bar stock. However, for the first time builder I recommend using the Allen castings.
- Eccentrics, part # M118/5, four will be used for the valve gear, and one will be used for the axle pump.
- Eccentric Straps, part # M188/5, four for the valve gear, one for the axle pump.
- Rocker Arms, part # M190/4,
- Lifter Links, part # M191/2,
- Lifter Arm, part # M192/1
- Shaft Bearings, part # M194/2
- Reverse Arm, part # M196/1
- Cylinder Blocks, part #M156/2
- Cylinder Back Heads, part #M157/2
- Cylinder Front Heads, part # M158/2
- Steam Chests, part #M160/2
- Steam Chest Tops, part #M161/2
- Slide Valves, part #M163/2
- Pistons, part #M164/2, I do not use the Allen pistons, I prefer to build the pistons using three pieces.
- Piston Rings, part # M162/4, I have used the Allen Rings and rubber "O" rings with satisfactory result. This is the builders choice and will not have to be made until the time comes for making the pistons.
- Cross Heads, part # M150/2
- Drivers, part # D/1, Make sure you point out when ordering these that you insure that Allen Models understands that you are ordering the drivers with the square counter weight. On my last order they sent the half moon style.
- Pilot and Trailing Wheels, part # D/2, these are the 4 inch spoke wheels.
Drawings
Cylinders
Cab underframe (draft)


- Minnie Cab (PNG)
- Minnie Cab (DWF)
- Minnie Tender (PNG)
- Minnie Tender (DWF)
- Minnie Smoke Box (PNG)
- Minnie Smoke Box (DWF)
Bret Kueber
Bret Kueber published the following photos of his version of Minnie in 2000.
- Bill Oberpriller provided us with fantastic tech support via Email, and his products are first rate. Allen Models, What can I say, Gene has been extremely helpful, and my order ALWAYS arrived promptly. We never had a problem with any of the castings we purchased from him.
- # 13 (2-4-2) Coal Fired Columbia Class steam locomotive (Built 5/1999)

Engine #13's "Official" Builder's Photo (S/N 1001 Russell Locomotive Works). This is based on Bill Oberpriller's "Minnie" design.

Bret Keuber's Minnie Number 13. Fall running at Frosty Hollow on the P. D. C. R. R.


Jim Cook
Jim Cook published the following build log for his Minnie in 2002.
Frame
This design first appealed to me because of its general shape. To me, it looks as if it is an engine from the last half of the 1800's. The diamond stack, large headlight and cow catcher gives it character.
From a first time builder's point of view, the 2-4-2 configuration fits well. All the castings will be from the tried and true Allen Models. The designer is attempting to reduce the number of parts. This should help keep the cost and time necessary to build the engine down.
I purchased the first kit. It is for the frame. The quality of the punched parts is very good. I was able to put both side rail together during a Saturday. The rear bearing housing, front bearing housing and equalizer and the front and back frame spacers have been received and completed. In the first picture you can see the front axle mounted in the equalizer bearing boxes.

The second picture shows the rear axle in their bearing boxes. These boxes are attached directly to the frame.

Note that the the axles (1 inch diameter) were machined on the ends to accept the drivers at this time.
I ordered the four driver bearing assemblies from a local bearing supplier and received them within a few days. The castings were ordered from Allen Models. I received all the wheels and valve rough castings by the end of October.
This is a view of the frame as of the end of the second week in December. The drivers have been machined and mounted on the axles. This is taken from the rear right.

I am now working on the valve gear. I have not finished the four eccentrics and straps. I have a Sherline lathe and mill that I use for the small stuff. I just got a 9 inch swing Jet lathe and I'm setting this up for the larger items.

To give you an idea of scale, the main drivers are 8.5 inches in diameter. I was able to turn these on my friend Jerry Johnson's large lathe. He also helped me broach the key slot and quarter the wheels.
The trailing truck has a nice set of spoked wheels whose axle runs in Oilite bearings. There is plenty of movement, left and right and up and down.

Boiler
Here the boiler has been set in place. There is a plate welded to the front face of the fire box that anchors it to the frame. The front portion of the boiler has a sliding fit into the smoke box. This allows movement of the boiler as it expands and contracts.
Note the fittings at each lower corner of the firebox. This will allow proper cleaning of the mud ring.
The smoke stack has been mounted but the top half has not been machined.



Ron Thibault
Ron Thibault published the following build log for his Minnie in 1998.
Tender Trucks
After talking to Bill, I decided to start construction of the engine with the tender trucks. He recommended Cannonball's Archbar trucks. After also looking at other companies castings, I agree! Cannonball has a good reputation, and their kit is also the least expensive! I like that combination!! The complete kit with all materials required is only $175.00 (they are also available RTR at $355.00). In addition I will order a wheel gauge template for 7.5" track, and the 29/32" drill needed for the bearing pockets. The drill is a standard drill that you can get elsewhere, if you desire. This brings the total to $199.00 plus about $10.00 shipping. Figure 1 is the picture of a completed truck from Cannonballs catalog. Note: My wheels are the plain back type rather than the fluted ones. This made machining for a novice (me) a little easier and should not be noticeable on the finished tender. In addition the trucks can be built with a lathe, drill press, and file. I do not have a milling machine, so this combination fits my available resources.
When I was inspecting the parts after they arrived I noticed that the lower "bar" on the cast frames was much thinner than the other "bars". This seemed strange, I have not noticed this in pictures of other company's kits which I thought had all the bars the same thickness. I pulled out my copy of Meyer's "Modern Locomotive Construction 1892" and looked up tender trucks. Lo and behold, the trucks in the book also had thinner lower bars!! So these castings are quite prototypical! The rest of the parts were all of good quality, with no visible defects.
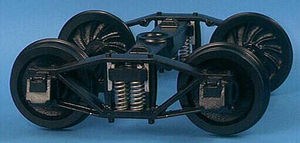
Cannonball Archbar Truck used on Minnie tender
Exploded drawing of Cannonball Ltd archbar trucks.


Tender Truck Sideframes
I started on the trucks with the cleanup and filling of the truck frames. I clamped a casting in my trusty WorkMate, and started filling (Figure 1). I've never filed cast aluminum before and quickly discovered the difference between it and steel! The file loaded up with globs of the soft aluminum at intervals between one and "X" strokes! After consulting the Live Steam E-mail forum I'm on, the following solutions were recommended: Coat the file with motor oil or Kerosene, use chalk as a lubricant, and clean the file with a file card. As I do not wish to get petroleum products on my "woodworking" WorkMate, I tried the chalk and card file route. I tried blackboard chalk, but most of it fell off with the first stroke. So I applied a very light coat of oil then applied the chalk. This worked a little better, but frequent use of the file card is needed. I understand that the type of chalk used for chalk lines sticks better, but I did not want to get blue chalk dust everywhere in my shop. Do not use the RED variety, it is a permanent type that will stay on whatever it contacts. I could not find any of the white type.
I found the file card at Sears in the tool department. It is a block of wood with one side covered with steel bristles, like a wire brush, but with the bristles bent on the ends. You run this over the file, pulling it. So the wires travel in the direction the tips point toward. Use a fair amount of pressure.
This initial filing was to remove the parting line flash, and enough of the pattern draft to make the "bars" look like flat bar. I did not file them dead flat, as the more material left the stronger the final piece.

Truck Wheels
The cast iron wheels have a very tough skin that I would recommend using carbide tool bits on. Even with carbide I reserved one for the initial cutting and used a second bit for the finishing cuts. Also a 5 inch three jaw chuck is the minimum required to hold the wheel during the initial machining. The jaws on a 4 inch chuck might hold a wheel, but the jaws would be only minimally engaged with the scroll. This might over strain either the jaw threads or the scroll itself.
Cannonball recommends three different ways to mount the finished wheel to the axle:
- Press fit between the axle and the wheel hub hole.
- A non press fit using Loctite to secure the joint.
- Two setscrews 90 degrees apart with matching flats on the axle.
With any of the above a consistent hole size in the wheel means that the axles can be turned to the same diameter not individually tailored to match a particular wheel. To insure a consistent axle hole in the wheels, I used a 9/16ths inch reamer for the final cut. For now I plan to go with the press fit option for six of the wheels, with two of the wheels held by Loctite, one each, on the axles that the water pump sprockets will go.

A wheel was placed in the 3 jaw chuck with the front face against the jaws. I then used a carbide AL4 bit (left bit in Figure 13) and trued up the circumference of the flange area taking a cut about 0.010" deeper than the lowest spot on the back of the wheel at about 200 rpm (in backgear), using the bit I had designated for the roughing operation. By under cutting the skin on the flange edge first I was able to eliminate the interrupted cut that occurred at the start of each facing operation without doing this. This interrupted cut was caused, of course, by the slightly out of round edge of the casting. By taking a deep enough cut to get below the lowest spot the truing operation cut without an interrupted cut. With this edge trued up the facing operations that followed started on a machined surface, not a rough casting surface.
With the outer circumference machined I next a facing cut about 0.010" deeper than the lowest spot on the back of the wheel. Starting at about 200 rpm (in backgear), using the same roughing bit. When I had cut about halfway across I stopped the lathe and set the speed at the next higher setting, about 300 rpm. After the first cut had removed the skin, I exchanged the first bit for the one reserved for the finishing cuts. I then continued facing the back (at 300 rpm) with 0.015" to 0.020" cuts until the total thickness of the wheel was a little under 0.880".
Next I center drilled the back of the wheel, for the start of the axle hole with a #5 centerdrill at about 400 rpm. I followed this with a 7/32 inch drill for a pilot hole. I then step drilled the hole with a 1/2 inch and 17/32 inch drills. Then with the lathe in the lowest backgear speed (28 rpm on mine), I brought the hole to size with the 9/16ths reamer, held in the tailstock drill chuck. I finished by using a D4 bit (right bit in Figure 13) to debur and chamfer the opening to the hole. The burrs on the edges of the flange area were smoothed with a file. The edge away from the chuck was smoothed with the lathe running (about 300 RPM), and the other with the wheel turned by hand. The hand rotation was done because that edge was to close to the jaws to safely run the lathe under power.
Next the wheel was chucked in the 3 jaw with the machined back against the jaws. The front of the wheel was then faced to bring the total thickness down to 0.800". The Cannonball drawing shows a range of between 0.812" and 0.750". I left the wheels on the "fat" side in case I make a mistake later, and need a little metal left to correct it. The axle hole edge was chamfered and the inner and outer edges of the wheel face smoothed with the file (under power).
This was repeated for the other 7 wheel castings.
The Wheel Arbors section describes the fabrication of arbors for the Tender, Trailing Truck, Pilot Truck, and Drivers.
The next step was to clamp a wheel to a stub arbor and rough turn the tread area, then using a form tool finish turn the flange. Finally the tread area is coned to the 3 degree angle. After getting advice from several fellow model railroaders I decided to do all the machining operations on the wheels before installing them on the axles.
Alternately you could rough turn the wheels. Then after the wheels are in place on the axle the wheels are finish turned with the axle held between centers.
As the Wheel Arbor holds each wheel concentrically, the wheels were exchanged in turn until each operation was completed for all the wheels. Then the next machining operation was performed in the same manner.

The first operation is to turn the tread area of the wheel. In this case I turned the wheels all the way down to the 4.125 (4 1/8") dimension, but not all the way over to the beginning of the inner flange radius. This area will be removed when the coning operation is completed, so this is really still a rough turning operation.
Each wheel for all operations was mounted with the back of the wheel facing the headstock. The wheels can vary slightly in overall width, but the flange must be machined in a fixed relationship to the wheel back, in order for proper tracking on the rails. Mounting the wheels in the above manner insures that the above relationship will be assured for all the wheels, if the proper stops are setup during the machining. The flange tool that will be used for the final cutting also assumes this mounting orientation.

The first step in turning the tread is to set up a fixed carriage stop for the locating the point between the tread and the first rough cut for flange (Point "A" in Figure 12). With this stop in place only the final diameter of the tread has to be watched during machining. The bottom of the way is protected by a piece of craft (or popsicle) stick. While the first wheel was machined I found that the chips built up quickly between the stop and the carriage and were difficult to remove due to the limited space. So I changed the setup to that shown in Figure 14 (again with a craft stick used to protect the way). With this setup almost all (or frequently all) the chips fell away from the edge of the block, requiring only the occasional clearing of the chips.
With the stop set the first wheel was turned to the desired diameter measuring carefully for the last cut. With this final cut finished the crossfeed dial was set to 0 (zero). The rest of the wheels were then turned with the final cut done at the zero setting, rather than measured. Doing the final cut this way requires that the toolbit always be the same size (no wear allowed). The skin on the cast iron wheels is quite tough and chewed up a HSS bit almost immediately, so all the following operations (until noted later), were done using an indexable carbide toolbit and holder. This bit showed no appreciable wear, and if it had, going to a new cutting edge does not require resetting the zero point and stop location.

Figure 15 shows the tread cutting operation in progress. You will note that the bit is being fed in with a left-hand bit parallel to the lathe axis. With the triangular bit this cut the part from under the skin (as is recommended practice), reducing greatly the wear and cutting force required. With the above setup the skin is mostly broken away from behind rather than cut through.
After the final diameter was reached the tool bit was cranked out to cut the "vertical" edge, again removing any skin from below and establishing a fixed point "A" for all the wheels.
The next operation is to cut an angled face in preparation for roughing in the flange to tread fillet. With this cut all the cast iron skin should be removed, allowing a HSS tool to be used to cut the rough fillet.

For this cut I used a right-hand bit, once again run in point first. The topslide was set over 30 degrees clockwise to produce the 60 angle desired (Figure 17). While there is probably some well accepted method for locating the tool to end up at the final cutting point, I do not know it. For these cuts I locked the carriage and used only the cross and topslide feeds. To get the proper settings I carefully cut the first wheel and when I finished the cuts and the point of the tool was sitting at point "A", I zeroed the crossfeed and topslide dials.

To make the cuts the cross slide was advanced and then the tool bit run in until it broke out at the end of the cut. As the last few cuts were made I took care not to run the topslide past the zero mark. When the carriage dial reached zero the last cut was being made. Figure 18 shows a wheel after the final cut was finished.
Locomotive Frame
Minnie's frame differs from the "standard" construction methods traditional to the Live Steam hobby. The two traditional 1 1/2 inch scale methods (at least for American prototypes) are to either mill the frame from 1/2 inch steel flat stock, or to build the frame from sections of barstock. The frame from flatstock requires that you either have a decent size milling machine, a good supply of endmills, and several days of time, or that you have $100 or more to have them cut for you. The barstock method does not need a milling machine (though one helps tremendously), but does involve many precise cuts and accurate drilling to many pieces of barstock. In either case you still need to mill the journal boxes.
The major components of Minnie's frame on the other hand requires no more complex a machine than a drill press! Even this could be dispensed with a by talented person with a hand drill. I fall under the drill press standards, though. The frame consists of a sandwich of two punched 1/8 inch thick steel plates, with 1/4 inch barstock between them. All the required openings and (pilot) holes for all the bolts are already punched in the 1/8 inch plates on a CNC punch press! All that the builder needs to do to produce a strong square frame is drilling, countersinking (for flat head screws), taping, and noncritical trimming of the barstock! The bearing retainers for the axle bearings and the front axle equalizer are also assembled from punched plates. Additionally the crosspiece and outer bearing plates for the front equalizer assembly are jig welded before delivery! The accuracy of the frame comes from the accuracy of the CNC punching, and makes it much easier for the first time (or tenth time) builder.
The total time for me to assemble the first frame side was 6 hours, start to finish! I did not trim the barstock to final size, but that was because I do not yet have the full set of drawings. I left the trimming until I am sure I'm not cutting off something I may need later!
Some precautions do need to be taken before construction begins. The punching process can cause some warpage. To account for this the plates are punched in pairs. By matching the pairs, any warpage will be canceled out. Therefore I compared the plates and selected and marked each one as to its final position in the assembled frame. The pairs were matched so that they looked like Figure 1 from the top. When these are bolted together the bowing in each piece will be canceled out. I did not want them to look like Figure 2. As the warpage there would be reinforced by the plates when bolted together!.

Figure 1

Figure 2


The other precaution is that one plate be selected as an inner and one as an outer (with respect to their position in the completed frame). Both inner pieces are tapped for the assembly bolts and the outer plates are clearance drilled and countersunk for the bolts. Mixing them up or drilling out where taping is required could ruin your day! Also I had to be sure that I built both "Left hand" and "Right hand" frame sides! I marked the four plates with a permanent felt tip marker (easily removed with acetone before painting) and started construction.
The barstock was rough cut (with a torch) to length at delivery, leaving the ends rough and lumpy. The bars most all nest closely together so my first task was to cut off the very ends and file off any burrs. The bars were left overly long and the final trimming left until all the holes were drilled and the frame sides trial assembled. This allows you some room for error (front to back) in clamping the bars during the match drilling process.
The bars are drilled for all the assembly and mounting bolts by clamping them in place and drilling them using the punched pilot holes in a plate as a guide. As the inner plates need to have some of the pilot holes left as punched for tapping, I used an outer plate as a guide. The barstock for one side was drilled at a time using the outer plate that they would end up being assembled with. Using the permanent marker I marked the bars on the side that faced the outer plate. This prevented me from both mixing them up side to side and from assembling they flipped 180 degrees. The pilot holes punched in the plates are a #21, the size for a 10-32 tap. The holes in the bars are first drilled through with this size drill and then later they and the plates are drilled for clearance with a #7 drill, except for those holes in the inner plate that are to be left as is for tapping.
I started with positioning and drilling the upper 1/4 inch by 3/4 inch bar, under the assumption that the top of the frame was a more critical reference surface than the bottom for attaching locomotive components. If the edge of the bottom bar was not quite even with the bottom of the frame, less locomotive assembly problems would occur further down the line.
I also added an intermediate step to drilling the bars. I could not just clamp the bar in place and then drill all the holes for it on the drill press. The clamps had to be move frequently to clear the table as drilling progressed. This would bring in the possibility that the bar could shift as the clamps were moved throwing later holes out of alignment. Four of the five bars have holes where flat head screws will be installed. For each bar rather than drilling through all the holes, I first drilled the location of one of these screws (as close to one end as I could get) with the #21 drill, removed the bar and tapped it. The plate was drilled for clearance and a less than full depth countersink was cut. Using a 3/8 10-32 flathead screw the plate and bar were attached. The matching conic surfaces of the screw head and countersink now held the bar in general alignment and all I had to worry about was that it did not rotate around the screw as I moved the clamps.
After the first hole was drilled in the top bar, the rest of the holes in the top bar were drilled using a machinist square to insure that the top of the plate and the top of the bar lined up during clamping. I left the far end clamped as long as possible, then inserted a spare #21 drill to hold the bar in place while shifting this clamp. I would like to mention that care be taken that this spare drill not be positioned over an opening in the table, where for instance it might fall through and inconveniently roll under another piece of equipment. I then tapped and countersunk another flat head screw location at the opposite end from the first to hold the bar in place. This gave a reference surface for positioning the next bar and so on. Again where possible I installed one flat head screw in each bar first, before drilling the rest. One bar does not have any flat head screw locations, but it only has two holes so I used the spare drill in the first hole while drilling the second. Each bar was left in place as a reference to the next and burrs raised by the drilling were cleaned up before continuing. to the next bar.
I used two barclamps to hold the assembly down on the drill press table as each hole was drilled. They were quicker to position and tighten than the small C clamps used to hold the bars in position with the stamped plate. Being bigger they also had a wider throat, giving a better range of clamping positions as the assembly was moved about for drilling. The other advantage they had was that they could be initially closed and tightened with one hand, while the workpiece was held in the other, Not easy with a large C clamp. Removal was even quicker, loosen the screw, let go of it, and the bottom jaw slides down the bar.
After all the #21 holes were drilled the pieces were disassembled and the #7 clearance holes were drilled in the outer plate and bars, including those previously taped in the bars. All the holes in the bars and the outer plate are drilled for clearance, only the inner plate has tapped locations.
All the flat head screw locations on the outer plate were countersunk next. To make this easier I first carefully cut one of the previous shallow countersink holes until the screw head fit flush. With this as a reference, I lowered the table and extended the quill as far down as it would go. The table was then raised until the countersink bit seated in the just cut countersink hole then locked the table in place. Now all that had to be done to cut the rest to the correct depth was to move the plate and cut until the quill bottomed. Each countersink cut was uniform and the proper depth without having to check each one. I used cutting oil during all the countersinking, to both speed the rate of cut and save the cutting edges of the countersink bit. Any remaining burrs were once again removed.
Next the inner plate was tapped and drilled for clearance as required, then the burrs removed. All the pieces were then reassembled and except for trimming the bars later, that side of the frame was finished! The present I am wearing a brace on my "Good" wrist because of Carpal Tunnel problems, and even with this hindrance it took only six hours to complete the one side of the frame.
The other frame side was finished in the same manner. Then the pieces were disassembled, the 1/4 barstock trimmed to length, and the frames sides reassembled to check for proper fit.
The next step is to cut the steel angle pieces for the corners in preparation for drilling the screw holes. The corner material required for the corner pieces is steel angle (looks like it was bent from flat sheet) not angle iron. They were cut oversize for the same reasons as the barstock was. This also allowed clearance room for the clamps used during drilling to hold the parts in place. The angles at the back corners were cut about 1 inch longer than needed (4 1/2 inches) and the ones for the front corners about 2 inches longer (3 inches). The later were so much longer than needed so that the clamps could reach them from the edges of the 4 inch angle plate (the setup is described below).

The frames were again disassembled (this will be common as the locomotive is built, so the pieces are given a light oil protective coating , and will be cleaned and painted at a later date). When the corner angles are match drilled only the inner plates are used as a guide rather than the entire frame side. This lessens the chance of elongating the holes in the frame pieces, and generally makes an easier job of moving and clamping things. This is especially true as I used the drill press table and when the front corners were being drilled a majority of the frame was hanging in mid-air.
Figure 9 shows the setup I used. The drill press table was used as it provided ample spots to attach clamps and bolts to hold the various pieces down, and was the flattest surface I have besides the lathe bed (it will be a cold day in …., before I start clamping stuff to that!). The angle plate was bolted to the back of the table, and a scrap piece of aluminum plate bolted (where possible) and clamped to the table to extend it a little more. This is not essential, but as long as the plate was available, it helped. The corner piece to be drilled is clamped to the angle plate with the leg to be drilled at the top, parallel to the table/plate surface, as shown in Figure 10. This allows you to drill down through the frame plate into the corner piece. One of the longer corner pieces was clamped to the far end to act as a support and to space the frameplate so it is parallel to the table. This combination keeps the corner piece and the frame plate at right angles to each other and by butting them both up against the angle plate, keeps them in line at the corner. The angle plate in this case is used only as a flat surface to insure that the corner piece and frame plate end line up, the right angle accuracy comes from the corner piece itself. The frame end plate will overlap the frame side plate and sit flush with the outer edge (see the photograph of the assembled corner, Figure 15). With the frame plate also clamped in place (Figure 11) the holes can be drilled. The holes were drilled out with a #7 drill during the construction of the frame sides so I use this size to match drill the corner angles. When it came time to drill out the corner piece that was being used as a support I simply swapped it with an already drilled piece.
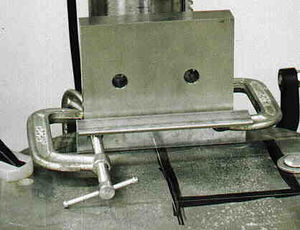
Figure 10
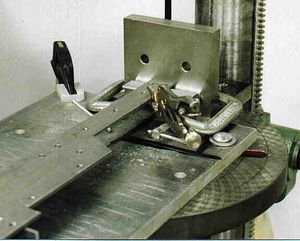
Figure 11


After the corners were drilled I reassembled the frame sides and bolted the corners in place and marked them for trimming. The shorter corner angles for the front of the frame (just slightly shorter than 1 inch long after trimming), were too short to be clamped in my bandsaw's vice for the final cut. To solve this problem I clamped the piece to a section of the leftover angle (Figure 12) and sawed through both pieces. This wasted a little stock, but sure beat trying to cut it with a hacksaw!
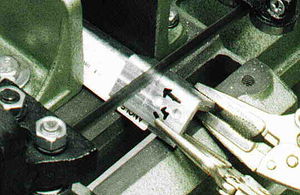
Figure 12
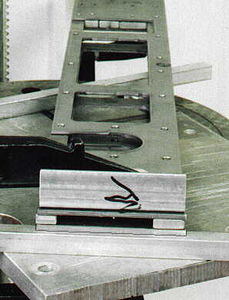
Figure 13


The corner pieces were deburred and bolted to the reassembled side frames in preparation for drilling the holes to mate with the end plates. The angle plate was removed from the drill press table, but the aluminum plate was left in place. The critical measurements for this operation are that the end plate must line up with the outer edge of the frame side and line up with the top and bottom edges. The accuracy of the right angle is again supplied by the corner piece. I laid two pieces of square keystock on the table/plate to act as spacers. These are required because the screw heads for the corner pieces project above the surface. The frame side is placed on the keystock so that the plate surface (not the screw head) rests on the keystock. This is little hard to see in the photograph, so I drew in a line to show that edge of the frame side as it sits on the keystock. The end plate was then put in position and aligned with the top and bottom edges of the frame side using a machinist's square, as shown in Figure 14. With the frame side and the end piece resting on the same surface of the keystock those edges are automatically lined up. The end plate was clamped in place and the setup rechecked. The mounting holes were then match drilled. The holes in the endplate come punched just a hair under the diameter of a #7 drill. So I again used this size drill for the match drilling process. As with the pieces of the frame sides the end plate was marked to assure proper orientation during assembly. The holes for the other corners were then drilled in a similar manner.

Figure 14

Figure 15


With all the holes deburred the frame was assembled using #10-32 screws and nuts and is shown in Figures 15 (an assembled corner). You will note the markings on the frame sides. The closer one means "Side 2 Outer", the one just visible behind it is "1I" or "Side 1 Inner".
These parts will have to be disassembled from time to time in the future, so no thread locking compounds were used at this point. In fact I used low grade screws and nuts at the corners, as these were cheap and available locally. I will replace them with high grade hardware when the parts are all attached to the frame and I can determine the exact lengths required for the screws.
Rear Axle Mounts
The pieces for the rear axle bearing mounts are shown in Figure 1. The smaller pieces, shown below the larger rear bearing mount plates, fit on either side of the lower frame bar at the bottom of the axle opening. These fit in the area where the frame plates were punched out when they were made.

Figure 1

You will need to have the Driver Axle bearings before starting on the installation of the rear axle plates. This is because the plates need to be in alignment with the outer bearing race, before you work on mounting them. If you align the plates by the outside edges, the inner holes may not be aligned once the plates are fitted to the outer race. When you install the outer races, these plates may shift and throw the mounting holes out of alignment.
The bearings are made by Torrington. They consist of two parts, an inner race part # IR-1612 OH and an outer race with captive needle bearings part # B-2012. I got mine at a local bearing distributor for about $19 for one each set of the two parts. To spread out the cost (I'm also buying tools and parts for other sections at the same time) I bought two sets to start with. This allows me to do the rear axle and the equalizer machining by swapping the bearings between them. One set of the bearings are shown in Figure 2. The outer race is on the left and the inner race on the right.
The holes punched for the bearings are slightly undersize. Bill says that this is inherent in the punching process. This is one of the reasons why you need the bearings first. You could also mount the plates on a lathe or milling machine and bore to holes to size, though such accuracy is not needed for this operation and is therefore a waste of time. After the plates are fitted to the bearings, the plates can be fitted to the frame.
The holes in the Rear Axle plates only need to be machined a little. As shown in Figure 3 below, the outer race fits most of the way through the hole as the plates come delivered. Only the last part of the hole has to be machined or ground to allow the bearing to be pressed in. In the picture I have inserted the bearing using finger pressure only. The plate only has to be opened up so that the race can pass through using your fingers, but without any slop.

Figure 2
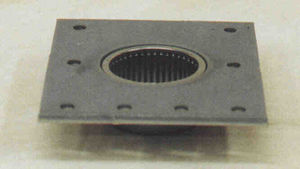
Figure 3


Figure 4 shows one of the bearing plates clamped in a drill press vise with square keystock used to raise the plate off the bottom. I used a grinding stone on my Dremel to enlarge to hole (Figure 5). With my variable speed Dremel set to a medium speed I made three rounds on the inside of the hole, about 10 seconds total. I ended up hitting the whole surface, but that was all it took to open the hole. With grinding and deburring all the edges (inside and outside) cleanup only took about 10 minutes for all four rear axle plates.
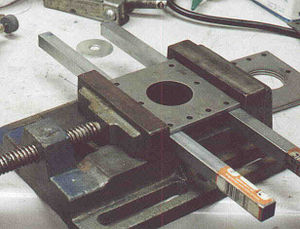
Figure 4

Figure 5


The bearing fit perfectly in the frame opening, so no modification was needed there, as shown in Figure 6.
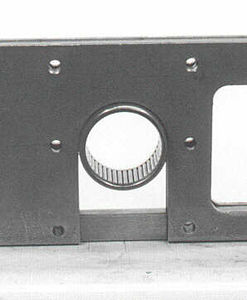
Figure 6

The rear journal installation is straight forward. The plates with the larger hole (the ones that were just opened up), have the punched holes larger than the #21 drill used for the initial opening up of the frame holes. I just went ahead and opened the holes on opposite corners with the #7 drill. I also drilled the matching corners on one of the end plates, the one that will end up on the inside of the frame. Figure 7 shows the drill press table with a clamp setup to prevent the plate from spinning should the drill grab while I drilled the holes, thus also saving my hand from possible injury.
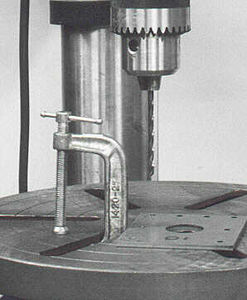
Figure 7

I covered both ends of a bearing outer race with masking tape to keep the chips out and installed it in the frame (Figure 8) (Note that this shot is from a later stage of construction). Position the plates (minus the outermost plate which will be taped 10-32) with the bearing installed, and secure them in place with #10 screws and nuts through the corner holes previously drilled. Figure 10 shows the plates bolted together and ready for drilling at the drill press. Clamp the frame to the drill press table and drill through rest of the holes, except for the two middle bottom holes, with the #7 drill. The plates are then removed and deburred.

Figure 8

Note that the picture in Figure 9 was taken when the second set of plates were drilled. The tape over the axle is used to prevent chips from getting into the bearing. I would have been smart to also tape the opening to the other bearing, but got lucky and none got in. When drilling with this setup go lightly with the spindle down feed, the frame will flex under the pressure, so watch as you drill to insure it does not flex enough to throw off the hole. A piece of scrap wood could be cut to fit between the frames and prevent this flexing, and allow faster drilling (again I would have been smart to do this, but the holes came out all right with gentle downfeed pressure).
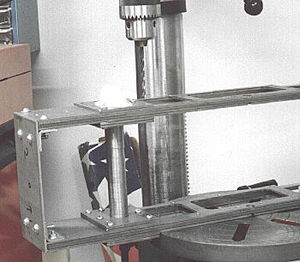
Figure 9

The drill press is the best way to drill these holes. You can do it with a regular drill, but the holes will all be slightly out of alignment due to the fitting of the bearing race, and this can cause the bit to not be fed evenly. It is difficult to hold the drill steady by hand strength alone should it decide to wander, and likely catch. I tried it both ways and the results with the drill press are easier, quicker, and more accurate!
Tap the holes in two opposite corners of the outer plate, using the tap chucked in the drill press chuck to start the threads straight. Because the bolts will be going through 7/8 of an inch of plates and frame, any error in tapping the holes out of true vertical will be greatly magnified. When we tapped the holes for the fame sides, this was not a problem, but for these holes it can be (I came to this conclusion the hard way). So make sure these two holes are tapped true to vertical. Deburr the outside edges and the tapped holes in the outer plate now. Install the plates and the bearing (remember to keep the tape on the ends of the bearing) and secure with screws in the two tapped outer plate holes. Now tap the remaining outer plate holes (except the two middle bottom holes), by inserting the tap from inside the frame through the screw holes. The holes in the plate will act as guides to insure the threads are true. Figure 10 shows the tap in position to start threading the next hole.

Figure 10

Using the #21 drill, the two middle bottom holes are drilled through the frame (again on the drill press). These holes will be used as guides when fitting the small plates (shown in Figure 1 above). Disassemble and deburr all the holes.
Next we need to fit the small plates to the frame and bearing. Reassemble the plate minus the outer plate and use #10 screws and nuts to hold the plates in position. Using the holes in the frame bar as a guide, grind the curved end of the plate until the holes line up with those in the frame. The curved end of the small plates have long sharp ends left by the punching process. These ends are where most, if not all, of the grinding needs to be done. Grind the plates until the holes line up with those in the frame. Figure 11 shows a raw plate positioned in the slot as far up as it will go, and another raw plate on the left to show the ends that need to be trimmed. Figure 12 shows a fitted small plate. Reinstall the journal plates and repeat for the other side, leaving off the inner most plate this time. When both small plates are fitted reinstall all but the outermost plate and drill out the holes with the #7 drill, tap the outer plate holes as above, deburr, and install all the plates and bolts.
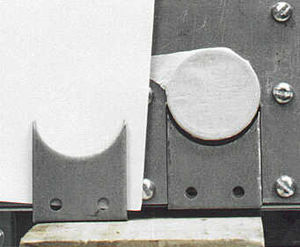
Figure 11
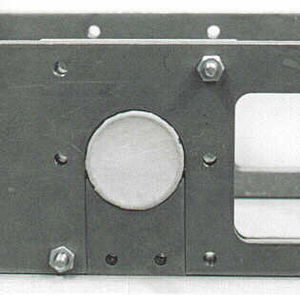
Figure 12


Figure 13 shows the finished plates with a piece of axle stock installed which is also held in position by a bearing set in the frame opening on the outer side.
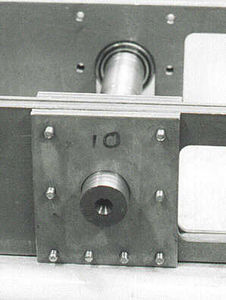
Figure 13

Repeat the above steps for the other side, but additionally use a piece of axle stock fit in both bearings in all the steps, to insure that the bearings are lined up, with all the plates fitted.
When you are finished installing both rear axle mounts, disassemble the mounts and both side frames. Clean out all the metal chips, and reassemble the parts. Because the side frames are hollow and open in some areas, you may have to do this a few times as the locomotive construction progresses.
Equalizer
The frame for the front axle equalizer, minus the supplied bearing plates, is shown in Figure 1. The equalizer comes already welded and with the holes pre-punched as shown. In some of the pictures the equalizer shown is an earlier design (the bottom of the outer plates are closed rather than open). Figure 1A shows the old design with the bearing plates installed. The new design uses the same plates. All the frame kits will have the new design as delivered, according to Bill Oberpriller. The two designs are otherwise identical and the construction steps the same. For this reason I did not reshoot the pictures.

Figure 1
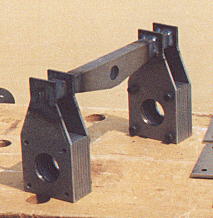
Figure 1A


I fabricated the equalizer pivot and mounts first. The equalizer as delivered has a 1/2 inch hole punched to accept the pivot. Drill bits make a hole that is close to the marked size, but varies from that size by a few thousandths. So I made the mounts first and turned the pivot to fit them. I made the pivot assembly as shown with a change to the pivot itself, then made further changes when I had finished. I'll describe the construction as I first made the parts, and then describe the modifications.
The purpose of the pivot is to hold the equalizer in place side to side and allow the axle to swivel horizontally as the drivers move up and down with any irregularities in the track. The front to back forces on the axle are controlled by the fit between the axle journals and the frame. A close fit between the pivot and the equalizer is not needed or desired. About 0.005" slop is fine. As bolts are about that much under size, a 1/2 inch bolt can be used as the pivot stock. The smooth surface of the bolt also provides a good bearing area.

Figure 3

Two pieces of 1 by 1/8 inch steel angle (the same as was used in the frame) about an inch longer than in the drawing were cut for the mounts. This allows for adjustment when mounting them to the frame. The ends will be trimmed later. I mounted them for drilling as shown in Figure 3. The two pieces are clamped while siting on a flat surface so that the bottom legs are aligned, then the parts are clamped to the angle plate. Though it is not clear in the photo, I have marked the location for the pivot hole using blue marking dye (some of which can be seen as the blue blot in the corner of the angle). This setup insures that the holes are in alignment with each other and perpendicular to the bottom legs. I drilled a pilot hole and then drilled with a 23/64 inch drill. This was followed with a 3/8 inch reamer. I used the reamer simply because I had one available. The hole could have just been drilled with a 3/8" drill bit instead.
Next I turned the pivot. Instead of mounting with the 1/4 inch bolts, I turned the pivot to accept 3/8 inch nuts. This was a simpler job than in Bill's design, though either will work. The partially completed pivot is shown in Figure 4. I turned it from 3/4 inch HRS bar, rather than a 1/2 inch bolt simply because of a lack of a suitable bolt when I started (I swear that long 1/2" bolt in the scrap box had nothing to do with this decision :-> ). I first roughed it out with the areas to be threaded smaller than 1/2 inch so I could trial fit the bearing area to the equalizer opening. The bearing area was also left a little longer than the 2 inch final length plus twice the thickness of the angle stock mounts. This area was turned last for the locating shoulders. After turning this section to a lose sliding fit I smoothed it with a file to provide a better bearing surface.
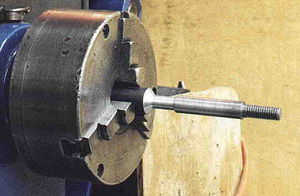
Figure 4

Next, both the areas for the 3/8 threads were turned down, leaving them a little thick. A short section of the tailstock end of the bar was then turned until a close fit to the angle stock mount was obtained (3/8 inch +). The rest of this section up to the start of the locating shoulder, was then turned using this setting. The "V" form carbide bit I was using was switched to a square shouldered one. I then roughed in the locating shoulder area. Next the bit was located against the previously turned surface and backed off 0.0025 inch (to provide a 0.005 inch interference fit with the mount hole). I then finish turned the shoulder to a length slightly shorter than the thickness of the angle stock. The threaded area, if a little thicker than 3/8 inch, can then be reduced to the correct diameter for threading. Using the measurements from this section the shoulder and threaded area for the section at the headstock end were then finish turned. During the finish turning of the second shoulder is when the pivot bearing area is brought to the 2 inch final length.
The exposed tailstock end was then threaded using a 3/8-16 NC die. Alternatively a 3/8-24 NF thread could be cut. The fine threads are actually stronger than the course and would, therefore, be preferred. The availability of the fine thread nuts and/or die (or lack there of) may dictate the choice. In my case I ended up using the course threads. I first placed a couple of washers over the shoulder to insure that I did not run the die into this area. The die was started using the tailstock ram to position the die square with the stock and also used to apply pressure to help start the first few threads. This is shown in Figure 5. My die has a hex body so I use a wrench to turn it. A standard round die will require a holder. I put the lathe in the highest gear and locked in the backgears to hold the chuck and the stock while I was turning the die. I also placed a piece of plywood over the ways to protect them from a falling wrench or die. Always do this when such operations are being done!! A dinged bedway will not improve the accuracy of your lathe, and does not do a whole lot for your day either!

Figure 5

Using thread cutting oil I ran the die up until it touched the protective washers. This leaves a section unthreaded or partially threaded by the washers. This is inherent in all dies, which like taps have a short section of partially shallow threads that act as a guide when starting the operation. To finish the threads I turned the die around so that the full thread area was toward the shoulder and ran the die back up. With the die and washers removed I then used a file to clean up the end of the threads and any burs raised by the threading or machining.
With one end finished I remove the workpiece and cut it from the bar. The piece was then returned to the lathe and the cut cleaned up. That end was then threaded and deburred like the first.
This completed the pivot and mount, next fitting the mounts to the frame would have been done. However, while rooting in my parts drawer I came across a nice 1/2 inch OD X 3/8 inch ID bronze bearing. The pivot hole in the equalizer is punched in the same manner as the other frame pieces. The parts are then stacked and welded. While in alignment after welding, they do not provide a seamless totally smooth hole. I decided that the bronze bearing would provide a much better bearing surface. The OD of the bearing is slightly over size so that it can be pressed into a 1/2" nominal hole without additional securing needed. So the fitting to the equalizer is simple, but now I had to make new mounts and pivot.
To press the bearing into the equalizer I used a 3/8 inch bolt, washers and a nut. The bearing was placed on the bolt with a washer at the bolt head end. The bolt/bearing assembly is then inserted through the equalizer hole and a washer and nut installed. With the bearing aligned to the hole the nut is tightened and the bearing will be pulled into the hole as the bolt head is pulled toward the nut. Figure 6 shows the parts ready for inserting the bearing. In my case the bearing was longer than the depth of the hole. When the bearing bottomed on the washer at the nut end, I removed the nut and washer and placed a socket who's opening was larger than the bearing OD over the bolt. With the nut and washer reinstalled the assembly was tightened until the bearing's shoulder touched the equalizer bar. Figure 7 shows the installed bearing.
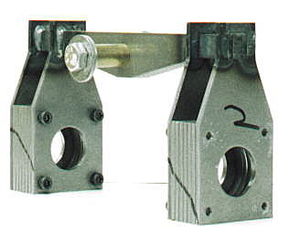
Figure 6
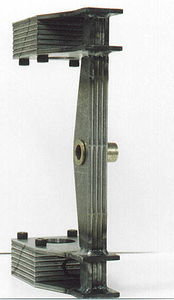
Figure 7


To fit the new equalizer bearing a new 3/8 inch maximum diameter pivot was needed. To keep the locating shoulders I reduced them from the original 3/8 inch to 1/4 inch diameter and the threaded portion to 1/4"-28. I discussed this with Bill Oberpriller first to insure that the final parts would be strong enough for this application. This of course necessitated the fabrication of new mounts with a 1/4 inch rather than 3/8 inch hole. The steps were basically the same, but with a few differences. In this case I did not have a 1/4 inch reamer so 1/4 inch drilled holes were used in the mounts. I used a 3/8 inch bolt as starting stock this time. The thinner bolt required that I use a tailstock center to support the end of the bolt during machining. A photo shot during the machining of this pivot is shown in Figure 8.

Figure 8

Figure 9 shows the new pivot and mounts set on the frame. You will see that one of the mounts has a 3/8 inch hole in the base leg. I did not have enough angle left for two new mounts, so I reused one of the original mounts for a new one. The next time I get to the hardware store, I will get another length of angle and replace this mount. I may have to remake both mounts, but with the 0.005 inch extra diameter on the pivot shoulder, I should not have to make another pivot. You will also see that I have not drilled the holes for attaching the mounts to the frame. One of the future kits will be the smoke box saddle. This fits inside the frame and against it, and is an additional part that holds the frame in correct alignment and spacing. Rather than drill the pivot mount to frame holes now I will wait until I have the saddle installed. I would hate to find that the mount holes were off by 1/32 inch or so! It is much easier to match drill these holes when everything is correct, than to redrill the mounts for a new hole.
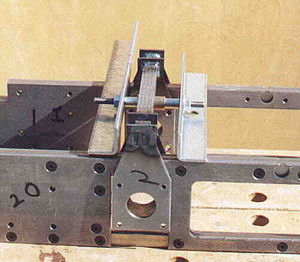
Figure 9

Before starting on the fitting of the axles to the equalizer the top bar on the frame must be notched out to match the cut-out in the frame so that the equalizer will pivot freely up and down approximately 3/16 to 1/4 inch. This is done easily on a mill, but with only a lathe, it is more difficult. I plan to clamp the bars (one at a time) to an angle plate mounted in place of the toolpost, with the bottom of the bar facing the headstock. The bar centerline will be at the lathe centerline. A 1/2 inch endmill will be gripped in the chuck. This will leave concave ends in the slot, which will be cleaned up with a file.
The next steps are to fit the equalizer journals to the frame. As with the Rear Axle Plates, you will need to have the Driver Axle Bearings first!
First the bearing journal plates are fitted to the bearings as was done for the rear axle. Next the front equalizer needs to be fit to the frame. This should be a free but not sloppy fit. The equalizer should be free to pivot, with the sliding fit to the frame not allowing any great front to back motion. Bill Oberpriller used a belt sander to reduce his to fit. I may do that, or maybe turn mine down on the lathe, assuming I can come up with a good way to mount it to the faceplate.
Rear (Cab) Frame
Minnie's frame comes in two major parts. The first is the main frame already detailed in the previous sections. The second is the rear frame that supports the engine cab and the rear of the boiler, and additionally makes up part of the trailing truck assembly. Figure 1 shows a picture of the completed rear frame.
As with the front frame kit, care must be taken that all the parts are square and true, otherwise the trailing truck will not move freely as it should.

Figure 1

Figure 2 shows the parts for the rear frame and the front apron. At the bottom are the parts for the side frames and the internal bars. The thicker bars over the side frame plates are the top bars, those below are the rest of the side frame bars. These bars need to be cut into several sections, as detailed later, for installation. The notches in the side plates are for the trailing truck mount. In the upper left are the plates and one of the bars for the "front" of the rear frame and to the right the plate that forms the rear most part of the frame. The large plate at the top left is the front apron plate. Its installation is detailed in the pilot truck section.

Figure 2

The bar placement for the rear frame front and side frame assemblies are shown in Figure 3. The only place that the flat head screws need to be placed are the four screw holes in the vertical green bars, the rest can be round head screws. These locations are also used for mounting various equipment like boiler supports, the ash pan, etc. I will match drill with the #21 drill only for most of these holes, and then finish them as the rest of the equipment is installed.
Figure 3
The blue bars in the figure above are 1/4 by 1 inch, the red 1/4 by 3/4 inch, and the green 1/4 by 1/2 inch bar stock. The four holes through the 1/4 by 1/2 inch (green) bar stock and frames are the only holes that require flat head screws.
The bolt locations that the front frame's rear plate use to bolt to the steel angle corner are also used to tie the front and rear frame halves together, with bolts that will also pass through matching holes in the rear frame's front plate. As I felt that this should be a fairly close tolerance fit, I decided to use a #10 rather than a #7 drill for the clearance holes. I can always go back and enlarge the holes later if needed.
Because the locomotive is still being designed I decided to match drill all the bars with the #21 drill only at this point, except for those holes I knew were going the use a certain type of screw. I also will not tap any of the these holes either until I go to mount the associated assemblies. This gives me the maximum flexibility as construction progresses. The holes I did open up are those used to tie the front and rear frames together, the holes that are used to secure the rear frame's corner angles, and the four holes on each side of the trailing truck journal slots. I am using temporary #6-32 bolts in the remaining holes for the present to hold the bars in place and the punched plates in line. The #6 screws will fit in a #21 hole.
Notice the circled holes in the plate, in Figure 4. These are the ones that secure the corner angles and tie the front and rear frames together. These will be match drilled and then opened up with the #10 drill. The rest of the holes will be match drilled (#21 drill) only, and then the #6 screws used to hold the bars and plates together.

Figure 4

Figure 5 shows the front frame plate for the rear frame clamped and ready for drilling the first hole (the hole first drilled is one of the ones that will tie the front and rear frame together. As with the drilling of the front frame plates, I first drilled one hole with the #21 drill, then tapped the bar for a 10-32 screw. The matching hole in the plate was drilled for clearance with a #10 drill (not the #7 used on the front frame plates). This hole location will not be countersunk. The bar and plate were then reassembled, using a 3/8 inch long 10-32 flathead screw. The #10 hole is large enough for the conical back of the screw head to center in.
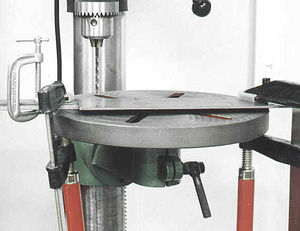
Figure 5

A second location on that bar was then drilled tapped and had a flathead screw inserted to hold the bar in alignment while the remaining holes were drilled. The holes for the lower bar were then drilled.
The side plates and bars were drilled and assembled in a similar manner, again opening up only those holes for the corner angles and the four flathead screw locations. Figure 6 shows one of the raw side plates with the relevant holes marked.

Figure 6

The upper bar of the side frame was installed first, with securing screws installed at the marked locations at either end.
Next I cut two pieces from the 1/4 by 1/2 inch bar for the two vertical green bars in Figure 3. These bars need to be installed as flush with the inner side of the slot as possible. They, and the plate edge, will be part of the bearing surface of the trailing truck journals. As the location of these bars makes clamping them difficult, I switched to a different holding method, superglue.
Figure 7 shows a bottle of Gap Filling superglue and an aerosol bottle of "Kicker". The kicker is sprayed on the glued joint to speed the setting process. Go to a hobby shop and get a "real" bottle of glue and the kicker, the small vials sold in the department stores are very expensive for what you get, too thin (watery) for this job, and they do not sell the kicker. A small bottle of both glue and kicker are all you will need.

Figure 7

The gap filling superglue is thicker than the regular type so as to have some body to hold the glue in the less than perfect joint. The plates are slightly bowed, by the punching process, across the narrow part of the notch legs, and even with the gap filling glue, the joint will be fairly weak, so handle the parts gently during machining. It is very important to clamp the parts on the drill press table as close to the hole being drilled as possible, to further support the joint. The forces on the bar as the drill cuts through the back can break the joint loose if not counteracted. If this occurs, simply finish drilling through the bar by itself, tap the hole, drill the plate with the #10 drill, install a retaining screw, and reassemble the parts with more glue used to insure the alignment during the drilling of the second hole.
First both parts were cleaned and degreased. To setup for gluing the bar in place, and in the proper alignment, I clamped the outer plate to the drill press table with the inside up and the slot facing to the rear. One of the remaining bars was then secured tight against the inside edge and also clamped. The edge of this bar served as the datum surface for aligning the 1/4 by 1/2 inch bar. Figure 8 shows this setup, with the 1/4 by 1/2 inch bar laid in place to test the setup for fit.
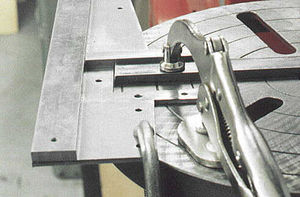
Figure 8

Superglue was then applied in a wavy bead to the plate where the bar would be attached. I was careful to keep the glue away from the alignment bar and the holes, remembering that it would spread once the bar was placed. I found no great need to create a solid mass attached to the table! The mating surface of the bar was then given a light spray of the kicker, and the bar pressed in place against the datum bar. After a few seconds, when the glue had set, the datum bar and the plate/bar assembly were removed, to insure that they could be separated. The superglue joint is set but still weak for the first few seconds, so the parts can be pulled apart should the glue have gotten were it was not wanted.
I let the joint set for a few minutes, then clamped the parts on the table and drilled the holes. I was able to drill both holes on one side without the joint failing, but the other side I had to go the screw and second glue joint route. When the holes were finished I tapped both holes in each bar 10-32. The matching holes in the plate were opened with the #10 drill, and countersunk for the flathead screws. These screws have to be set a little below the surface, so that the trailing truck journals can slide over them. All the burrs on the parts were cleaned up. The bars were then attached to the plate, so that the rest of the bars could be fitted.
The 1/4 by 3/4 inch bar stock used for the bottom bars needs to be cut into three pieces, as shown in Figure 2. I started with the two smaller pieces. It is a lot easier to cut two short pieces from a long bar, than to trim or separate two short pieces. With my imported saw the vice jaws stop about 1" from the blade, so short pieces are even harder to work with! Using the installed 1/4 by 1/2 inch bars as a guide the two short pieces were cut and drilled. The right most bar was machined first. The hole on the edge is one that will be drilled for the corner brackets, so this hole was done first with the #21 drill, then tapped 10-32 for a screw. With the hole in the plate opened with the #10 drill the parts were reassembled and the other hole drilled. For now a 6-32 screw will be used in this second hole to hold the bar in place, so after deburring, this part was set aside. The center bar was then finished, again leaving both the plate and bar holes #21.
The left hand bar needs to have the ends cut at an angle to fit against the slot bars, and at the plate edge. While the angles could be determined and the bars marked and cut to match, there is a simpler way. The plate was clamped to the table, bar side up. The barstock was then placed with one end (still square) pushed against the slot barstock. This bar was then also clamped. Using a piece of keystock (any piece with smooth parallel sides would work), held against the slot bar edge as a guide, the other side was used as a guide to mark the cutting line on the bottom bar. The keystock provides a line parallel to the slot bar, but offset enough to clear the gap between the square end of the bar to be marked. Figure 10 shows the setup, with the awl ready for scratching the line.
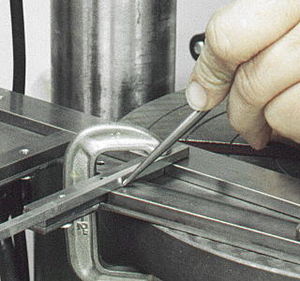
Figure 10

The bandsaw vise was then adjusted to the correct angle using the comparison of the blade and marked line as references. To save setup time it would be best to have both sideplates ready for the installation of both these bars. That way both ends of each bar can be cut (both need the same angle), in one setting. Otherwise you need to go through this process returning the vise to the square position in-between. Unfortunately I thought of this later! I had an additional problem in doing this, as will be detailed later, and only managed to cut one end of one bar at this time.
The holes for this bar were then drilled leaving the two inner holes at #21 and the hole at the small end of the plate fitted with a 10-32 flathead securing screw.
The parts were then disassembled, the tapped bar locations were then drilled out with the #10 drill. The inner plate was then drilled at the corner bracket locations #10, and the four slot bar holes tapped 10-32. The burrs were cleaned up, and the frame assembled. At the locations drilled #21 only the 6-32 screws with washers and nuts were installed to hold the bars in place, and pull the punched plates together against the inner bars. Figure 12 shows the "finished" front and side plate, ready for the steel angles to be drilled and installed (the small stub to the right of the side plate is part of the block used to brace the part level for the photo, not part of the assembly). You will notice that I have not finished trimming the bars in this photo. The bandsaw blade broke, and I decided to leave this trimming for later. This was a small mistake. The bottom bar of the angled section fits right up against the bottom of the top bar. By leaving the small stub of the top bar, the lower bar was displaced a little downward. This was not a significant amount, so I left it as is. Trim your bar.
The corner bracket was attached to the side plate using a different method than for the front frame. I found that when using the hand drill to match drill the hole for the corner brackets, I had enlarged some of the holes as the drill bucked a little back and forth. Some of these holes were made visibly oblong. For the rear frame I disassembled the side plates, and used only the inner plate as a drilling guide. Figure 13 shows this setup. The rear corner brackets were then match drilled.
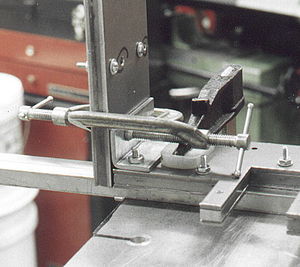
Figure 15

As the front frame plate extends past the joint, a slightly different clamping setup was used, as shown in Figures 14 and 15. The step in the front plate prevented me from running the locating bar across the front of the side plate, so two bars were run endwise as shown, to locate the parts. In Figure 15, you will notice that I attached the corner bracket slightly misaligned. I went back and made a new corner bracket before continuing, but I had already taken this picture. In addition before doing the actual drilling I disassembled the front plate and used only the inner plate as a drill guide.
The frame parts were then reassembled and bolted to the flat aluminum plate and the drill press table, in preparation for match drilling the rear plate. Figure 16 shows a view of the setup from the rear plate view, and Figure 17 shows it from the front plate end. As can be seen I used angle plates (one on each side) to insure that the sideplates were both aligned vertically. A 12 inch dial caliper was used to locate the rear of the side plates 10.5 inches apart (the same as at the front). The rear plate was then clamped with the corners of the angled sections centered between the side frame ends. In Figure 16 you can see the caliper in place for the measurement. The piece of tape in the picture was used to make sure the caliper would not fall off while I was taking the photo. The caliper was removed after all the clamps were tightened, and before the holes were drilled.
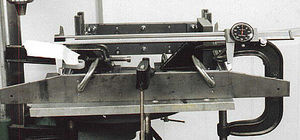
Figure 16
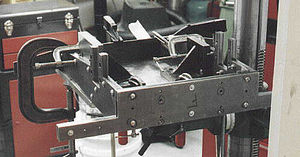
Figure 17


Figure 18 is the picture of the completed frame. You will note that I used the flathead screws to secure this plate. In addition I tapped the rear corner brackets 10-32 at these location, rather than using a nut and bolt. There were two reasons for this. The screws will be visible on the finished locomotive, and the flathead screws look better than roundhead screws. The other reason was that the conical back of the flathead screws help to keep these joints in alignment and thus help keep the side plates in place. If the sideplates shift, the trailing truck journals might bind in the slides.
Figure 18
Trailing Truck
Minnie's Trailing truck frame is part of the rear frame. The truck bearing plates ride up and down in the slots at the bottom of the rear frame. Figure 1 shows the punched plates for both bearing assemblies. The four plates at the top are the outer plates and serve both to capture the bearings and as the outer slide plates. Figure 2 shows one of these longer plates just below the slot in the rear frame, with one of the shorter bearing retainers below it.
For the outer plates I plan to mount them so the slightly radiused edged side is toward the frame. This will provide a smoother surface to slide against the frame. Deburr all the plates before fitting the bearings.
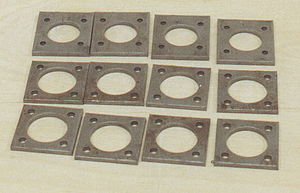
Figure 1

The bearings for the trailing truck are bronze 1 inch OD X 3/4 inch ID bearings. I used oil impregnated sintered bronze bearings, as opposed to solid bronze bearings. The self-oiling properties of the sintered bronze will reduce maintenance time, the solid bronze would have to periodically be greased. The outside of these are turned to match the plates. For the inner plates, if the bearing does not fit the punched hole you can either turn it to fit, or open up the holes slightly as with the driver bearings. The outside of the bearing will have to be turned to match the smaller hole in the outer plates. This shoulder will secure the bearing from side to side movement. A light press fit of the bearings is still desired. Sintered bronze can be a difficult, gummy, material to machine, so a sharp bit is a necessity! I used an indexible carbide insert toolholder. This cut quite cleanly.
If just the shoulders needed cutting the bearings could have been clamped in in a chuck. I decided to fabricate an arbor for this operation, instead. The main reason for this was, that after measuring the OD of the Bearing and the ID of the inner plates I found about 0.005 to 0.006 inch of difference. I tried grinding one plate and found that it took a fair amount of time and enough metal was removed for me to worry about having shifted the hole. An arbor would allow me to machine both the shoulders and the OD of the rest of the bearing, without worrying about recentering the bearing after turning it around to expose the other end. The second reason, is that by using an arbor I can have the entire bearing exposed, making the measuring of the distance between the two shoulders much easier, and allowing me to machine the entire OD at once. The last reason was, sintered bronze has a sponge like structure, with random holes and passages that hold the oil. I was somewhat skittish about cracking or shattering the bearings by putting them directly in a chuck.
The arbor consists of the arbor and a matching turned cylindrical washer. The use of the cylindrical washer, rather than a flat one, allows better access to the shoulder area during machining. Figure 3 shows the drawing for the arbor. None of the dimensions are critical except for the need for a close fit to the inner bore of the bearing.

Figure 4

The arbor was turned from a 1-1/4 inch HRS round stock blank. The washer was machined on the end first and then cutoff and finished. First the end was faced, center drilled, and then drilled out to 3/4 inch for a depth of about 1 inch. I step drilled using a 1/4 inch, then 1/2 inch, and finally a 3/4 inch drill (Figure 4). The outside surfaces were turned next. The bar was transferred to the bandsaw and the washer cut off. The washer was returned to the lathe and the parting surface trued up. Finally, the shoulder was turned to a diameter slightly less than that of the desired bearing shoulder (Figure 5).
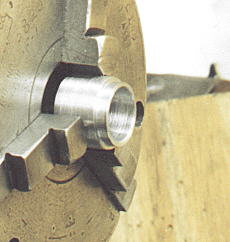
Figure 5

NOTE: In a situation where the inner bore and shoulder had to be concentric, the hole should have been bored, and the shoulder turned before the piece was removed for the cutting off operation. Cutting it off and then returning it to the 3 jaw would shift the two surfaces by whatever amount of inaccuracy was in the chuck.
The bar was rechucked and the arbor proper turned. First the entire bar was rough turned (including outside diameter of the threaded area), leaving a little "meat" for the final turning. Rough turning the threaded area allowed me access to the bearing portion to use the bearing as a gauge for the finishing cuts. Unless you have a very accurate (unworn) lathe trying to size the bearing area by turning the end to fit and then running the cut at that setting all the way over to the actual bearing portion, is doomed to failure. My lathe is not terribly bad, but does have about 0.003" wear in the bed. This, at times, necessitates a little forethought in how a piece is to be machined. With the bearing and washer areas done the portion to be threaded was then finish cut and threaded with a die. It may be necessary to reduce the diameter of the section the washer will fit, if it has a smaller inside diameter than the bearing. Finally I marked the location of the #1 jaw on the arbor, should I need to use it again at a later time. Figure 6 shows a picture of the finished arbor and cylindrical washer. You will notice that the arbor in Figures 6 and 8 differ from the drawing (Figure 3) in that I decided, after the pictures were taken, to turn clearance for the dial caliper at the chuck end, in order to make measuring easier.
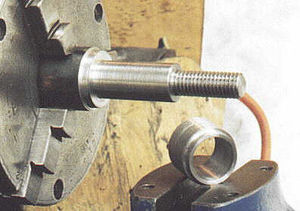
Figure 6
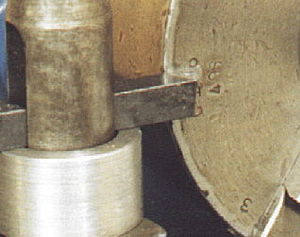
Figure 7


With the arbor finished the bearings were machined. First I set the edge of the tool flat against the chuck face, so that the shoulder cut would be perpendicular to the bearing axis (Figure 7). I cut the shoulder nearest the washer (Figure 8), then turned the bearing around to cut the second shoulder. Last the OD was turned, using a deburred inner plate as a gauge. The shoulders were cut so as to leave the length of the OD slightly shorter than the total thickness of the inner plates. To measure this thickness I deburred the plates and clamped them tightly in a vise. The plates are slightly warped by the punching process so clamping them in the vise simulates how they will be once bolted together. The thickness must be measured as steel plate varies from batch to batch in thickness during manufacture. Mine came out to 0.530 inch, so I cut the OD to be 0.520 inch long. Figure 9 shows a finished bearing (left) and an original bearing (right).
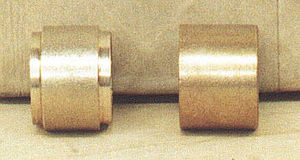
Figure 9

The next step is to install the bearing in the plates and drill out the four bolt holes. Remember that one of the outer plates will be tapped 10-32, not drilled out. The four holes in the inner bearing plates were 3/16 inch for my plates, just a little smaller than a #10 drill. I used a 3/16ths drill as an alignment pin as I drilled the other three holes with the #10 drill. Figure 10 shows the plates clamped in my bench vise for the initial lining up of the plates, and with the alignment pin drill bit inserted. I used masking tap over the ends of the bearings to prevent chips from getting in. The four inner and one outer plate were lined up with the 3/16 ich drill bit and then clamped in a drill press vice (top and bottom surfaces) to bring all the edges in line for drilling (Figure 11). At this point the 3/16 inch drill could have been removed, but I chose to leave it in as extra insurance. Three of the holes were drilled out #10, then the 3/16 inch drill removed and the fourth hole opened up.

Figure 10

Figure 11


The other outer plate was tapped 10-32 and after deburring the newly machine holes, the assembly was bolted together (Figure 12). At this point, the inner plates still need to be machined or otherwise narrowed to fit in the slideway.
The second bearing and plates were finished in the same way.
The four inner plates are then fitted to slide smoothly in the rear frame slots. The outer plates are then installed to finish the assembly. To provide a better sliding surface between the outer plates and the frame, the plates were installed with the side with the more rounded edges toward the frame.
For those who get ahead of me, here are my plans on finishing the wheels and axles.
I plan to use 1/4 inch by 1/2 inch HRS bar for the retaining bars that close in the bottom of the journal slot openings. This is purely because CRS bar is not easily obtainable in my area, whereas the HRS is.
The axle is made from 3/4 inch CRS round stock, with a finished length of 10.75 inches. The wheel hub is drilled and then reamed 9/16, as with the tender truck wheels. Also as with the tender wheels, you have the same attachment options. The final diameter, in any case, of this section determines the ID measurements of the axle caps.
The axle caps are the surface that the bearings actually run on, and are also made from 3/4 inch CRS. The inner bore is drilled and then bored or reamed for a slight press fit over the axle ends. I decided on a press fit to insure that the outer surface of the cap runs in line with the axle. This will necessitate setting the stock up in a 4 jaw chuck. These caps are made so that the final axle length, once they are installed, is 11.25 inch. The caps are held in place with 10-32 screws. The screw holes run axially along the centerlines of both the caps and axle. The axle ends are drilled and tapped to accept the screws and the caps are clearance drilled.
I plan to deviate from Bill's drawings for the hole in the caps. With a press fit, should I ever have to remove the caps, it could be difficult to grasp them to do so. Therefore I plan to drill and tap the screw holes in the caps for a 1/4-28 screw. If I have to remove them I can use a 1/4-28 bolt in this hole to back off the caps. I may turn the end of this screw down to fit in the 10-32 axle hole. This would prevent marring the axle ends. I may also have to make 10-32 screws with a wider head for installing and retaining the caps. This is a little extra work, but will pay off in spades should the removal of the caps be needed!
Figure 100 shows the raw Allen castings for the Pilot and Trailing Truck Wheels. I chose the spoked wheels, Allen also offers solid wheels. These wheels (as well as those for the Trailing Truck) will be turned as were the Tender Truck Wheels. These castings are not semi-contoured in the tread area, as were the tender wheels, so a little more machining will be required. In addition the back of the spokes will be machined to thin the cross section (as seen from the front), for better appearance.

Figure 100

Pilot (front) Truck
The upper front apron plate (left) and the pilot truck hinge plate (right) are shown in Figure 1, The apron plate serves as one of the supports for the front truck and as a means to hold the frame square. The hinge plate bolts under the frame and serves as another frame squaring device as well as serving as the hinge mount. Both are bolted to the frame with 10-32 by 1/2 inch screws as detailed in Figure 2.
The holes (except as noted later) for the apron need to be of the blind type. If a standard (hardware store type) tapered tap is used, the hole would have to be quite deep. The first several threads of a tapered tap are only partial (shallow) threads, they then taper up to full thread depth. The end is also generally pointed, further extending the region of partial threads. This feature helps in starting the threads in a straight manner. For threading a blind (closed bottom) hole you need to make the hole deeper by the length of the point and tapered area to get the depth of full threads you need. To solve this problem you can use a bottoming tap. This has full depth thread all the way to the end of the tap, and a flat tip. It is almost impossible, though, to start the threads with such a tap. So you start with a tapered tap then finish with the bottoming tap, which can be screwed into the threads left by the first tap, and then run all the way to the bottom to cut the rest of the threads. There is also another type of tap called a plug tap. This tap has a flat point and a short section of taper. This allows you to cut threads further into the hole than the taper type tap. These, however, are more difficult to start straight by hand.
One problem with these taps is that your local hardware or auto parts store is not likely to carry either of them. You can, however, get them from an industrial supply house or by mail order. An alternative solution is to buy another taper tap and convert it to a bottoming type. This can be accomplished by using a cutoff disk to cut off the tapered thread area (and by default the point), leaving just the portion with the full threads. I used a cutoff wheel in a Dremel tool. After cutting the tip off, I used the disk as a grinder to true up the bottom and remove any burrs. Figure 3 shows a standard taper tap and one that has been made into a bottoming tap.

Figure 3

The side of the apron plate has to line up with the outside edge of the frame. The front has to line up with the front of the frame SIDEPLATE, not the front cross piece!! This is shown in Figure 2.
To match drill the apron to frame holes I used the setups shown in Figure 4 and 5. First I bolted an angle plate to the table to use as a support and to hold the frame in a true vertical position. Only one bolt was used to do this. Later when the frame is being drilled, the angle plate is free to swivel as needed while lining up the drill bit and hole. Figure 4 is a shot from the back showing the angle plate and the clamped frame. Note that in later shots I substituted a C clamp for the bar clamp. This gave me more room to work on the parts. I clamped a piece of barstock against the face of the frame (left and right clamps shown in Figure 5) for an alignment surface for the apron to side frame joint. Another angle plate was temporarily clamped to the table, and the front edge of the frame pressed against this. This acted as an alignment guide for the front edge of the apron. The apron was then held against these pieces and clamped down on the top of the frame (the middle clamp in Figure 5). I made sure that the holes in the center of the plate were correctly oriented, before drilling.
The angle plate at the front of the frame was removed so the frame could be freely positioned for drilling. A block of wood was set under the frame overhang to support the frame during drilling. As with the frame, I drilled out one hole (near the front of the frame) and installed a flathead screw in this location to insure that the apron was in proper alignment during the drilling of the rest of the holes. This step could have been skipped and all of the holes drilled in one sitting. I stuck a piece of tape on the drill bit to mark the point where the drill had cut to the correct depth. This saves a lot of measuring for each hole. Note that one of the screw locations, on each side, falls directly over a hole in the frame. I just drilled down to the correct depth and did not worry about it breaking through. The 1/2 inch long screw will not intrude into this hole when it is installed. I did tap all the way, though, to insure there was sufficient threads to install the screw.
I used a #10 drill to open up the hole in the apron. The apron also serves as a major piece holding the frame square, so I chose to use the tighter tolerance hole for this application. For now I used regular machine screws to attach the plate, as this leaves the most options open for attaching any other parts that may be needed later. If I later find that the flathead screws can be used, I’ll counter sink the holes in the plate then.
The other frame side plate was drilled and taped in the same way. Figure 6 shows the installed apron on the reassembled frame. I left the front crosspiece in place for now. You will also notice that one screw is missing. It was that hole that gave me notice of the necessity of the block of wood! To fix this I need to tap the hole, insert a screw (with a high strength thread locking compound), and drill and tap a new hole.

Figure 6

The Pilot Truck Hinge Plate was installed next. As indicated in Figure 2 this plate is located against the step in the side frames. The plate can be installed in place on the assembled frame. As it butts up to the step in the frame, it can be located square at the step and by clamping bars to either side of the frame. If the frame ends up just a tad too wide, a couple of bar clamps can be used to squeeze the frame together.
Figure 7 shows the plate clamped in place and the frame clamped to the drill press table ready for drilling. The bar that will be drilled for the mounting holes is only 1/2 inch tall, so it is simpler to just drill all the way through the bar, then tap for the 10-32 by 1/2 inch screws. To do this the bar directly "below" the drilled bar is removed to provide clearance. These bars were then used as the clamping bars. The C clamps on either end of the bars are the ones that hold it to the frame. The fifth clamp is used to hold the plate down on the frame. This is slid down the bar until it presses down on the plate, then tightened to lock it in place. As for the apron, a block of wood supports the underside of the frame. A bar clamp was used to hold the plate against the frame step during drilling. The red handle to the left of the picture is the one for this clamp.
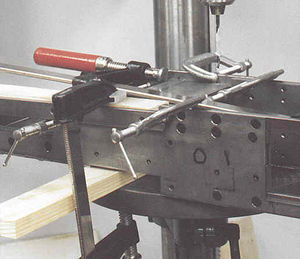
Figure 7

I again drilled and tapped one hole for a securing screw. I then repeated this for a screw on the other side. The other four holes were then drilled. The clamping bars were left in place until all the holes were drilled.
The drilled bars were then removed and both sides of the holes deburred. The chips were also cleaned from between the frame plates at the location where the middle bar was removed. All the bars were then reinstalled and the plate bolted in place. As with the apron regular machine screws were used for now.
Figure 8 shows the plate bolt on the frame.
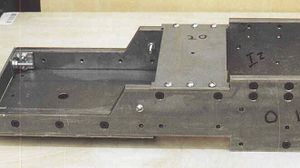
Figure 8

Internal Stevenson Valve Gear
Minnie uses internal Stevenson type valve gear to operate the slide valves. This type uses four eccentrics and a link that is raised and lowered to control the timing of the steam admission and exhaust to the drive cylinders. Each cylinder is controlled by two eccentrics on the front axle, one for forward and one for reverse operation. Thus the need for four eccentrics total. Allen and other locomotives that have a reciprocating axle pump for feeding water into the boiler use a fifth strap and eccentric to power this pump. Minnie uses a different setup, and the fifth set is not needed. Figures 1 and 2 show the completed valve train. Note that this is a picture of the Bill's original prototype of Minnie, before he redesigned it for her present configuration. I will replace this with one of my locomotive's when I finish machining the parts.
Figure 3 shows most of the Allen castings used for Minnie's valve gear. Not shown are the castings for the eccentrics themselves and the castings for the straps (or yokes) that run on the eccentrics and impart a reciprocating motion to the rest of the gear train. I am going to turn the eccentrics from 2-3/4 inch HRS bar, and have not yet bought the strap castings. In the upper left is the Lifter Arm (part # M191). At the center top are the four Rocker Arms (part # M190). In the upper right is the Reverse Arm (part# M196). Bottom left are the Lifter Links, and the Rocker Shaft Bearings are at the bottom right.
Figure 4 shows more of the valve gear parts. The four plates on the lower left corner are the side plates for the rocker box (part of the bearing the shaft for the rocker arms that drive the valve slides). These are punched plates supplied by Bill Oberpriller. The round and square stock need to be bought locally. I'll list the sizes and uses, check Bill's page for the relevant drawings.
The 3/8 square stock is for the saddle links and the 1/2 square stock for the rod ends. The square stock shown is CRS, but keystock, which many hardware and some auto parts stores carry can be substituted. These are generally galvanized, though, and some additional steps will be needed when the parts are painted.
The round stock is also CRS, and they really have to be as they are used for the various shafts in the gear train, so smooth close tolerance stock is needed. They can be turned from the next size larger HRS round stock, but the CRS is a better choice. The sizes needed (in CRS) are: 1/2, 3/8, 5/16, and 3/16 inch. A foot or so is sufficient.
Figure 5 shows two of the castings for the eccentric shafts. I purchased the standard 5 straps, to provide me with the option of using an axle pump for the boiler feed, rather than (or in addition to) the pressure washer setup Minnie was designed to use.
Valve Gear Eccentrics
I chose to turn the eccentrics from 2-3/4 inch HRS round stock, rather than using the Allen castings. Figure 1 shows the drawing for an eccentric. The main reason is that I had the steel available. Even if I had had to purchase it, the place I bought it from sells by the foot, and for this size charged $10/ft. + $2 for the cut. After turning the parts I still have a decent stub and another 7 inches of material for some future project.
See also Turning Eccentrics in Three-Jaw Chuck.
Figure 1

Figure 2 shows the drawing for the initial turning of all four eccentrics from the bar (the dimensions for all but the diameters are not close tolerance). Note that the drawing is for just four eccentrics. I am not going to be using a traditional axle pump, so I did not make a fifth eccentric to drive the pump. I you will be using an axle pump, add a fifth eccentric to the drawing.
The initial turning is done with all four parts as part of the bar. After this machining the bar is removed from the chuck and the individual pieces cut apart. Except for the two faces the rest of the surfaces can be used as reference surfaces. The red outlines in the drawing represent the outline of a finished eccentric. You will notice that I left a generous 1/4 inch of cutting allowance. Those who have a higher level of skill, or better bandsaws can decrease this measurement as they see fit. This cutting allowance also comes into play in determining the overall length of the blank. To prevent wasting the stub I reversed the work in the jaws at a later stage and faced and turned the stub surface, so it will be ready to be chucked for some future project.
If you only have a 3 jaw chuck, I will describe a simple jig (in another section) that can be made from the stub to allow you to machine the axle hole and collar.
Figure 2

I do not have a steady rest for my lathe, so I used the following method to chuck the bar centered for turning. To start the blank is cut off and the center of one end found using a set of hermaphrodite calipers. Figure 3 shows a set of this type of caliper. To use them you set the separation between the ends to a little greater then the radius of the bar. Then by placing the curved tip against the side of the bar just below the edge scribe an arc at the middle of the top surface (Figure 4). Repeat this for three other points at the rim about 90 degrees apart. What you will have is a "square" with curved sides. Scribe two lines diagonally between opposing corners. Where the two lines cross is the center of the circle. Figure 5 shows the marked and center punched bar, and Figure 6 is a close-up of the marks.
I center punched the intersection of the marks and placed the bar loosely in the chuck with the center punched end towards the tailstock. The tailstock (with a center installed) was then run up and the point of the center placed in the punched mark (Figure 7). With the bar thus aligned the chuck was tightened. The bar was now properly aligned, but the bar is long enough that end had to be supported by the tailstock during turning. For this, using a drill chuck in the tailstock, the end was center drilled with a small center drill, at a slow speed and gentle feed. Once the center drill starts it will help to hold the end of the bar as it continues to cut. The center was then installed and used to support the end. An out off square end can tend to throw the end of the bar slightly out of alignment. To correct this the end of the bar was faced as closely to the center as possible (Figure 8), and then the end was redrilled with a larger center drill, one large enough that the little bit left at the center was drilled away. The tailstock center was then reinserted and the machining started.

Figure 8

First the outside was turned until all the scale was removed. To aid in the rough turning the bar was coated with layout dye, the edges of the spines were measured and small marks scratched at the locations. A tool bit was then set at each mark and a light line scratched in the circumference with the work piece turned by hand. Figure 9 shows the results. The lines in the non-blued areas were virtually invisible with the work piece stationary, but once it started spinning they "poped" out of the background of machining marks. The rough cuts were brought up close to theses marks, and then when the finishing cuts were made those cuts were made until the line was hit. These marks were close enough for rough cutting the spines as the 1/8 inch thickness leaves plenty of "meat" for the finishing cuts, once the parts are separated.

Figure 9

The "valleys" diameters were turned to the finished size, and lightly run over with a file and sand paper to produce a smooth finish. The finished should be smooth, but don't get to the polished finish stage, until all the other machining is done. These surfaces will have to be gripped in the chuck jaws during later machining. The valley floor should be the same diameter across the whole length. The collar end will be used to chuck the part in while the strap end is faced. Whenever any type of abrasive is used on a piece in the lathe cover the bed to prevent any grit getting onto any of the ways, and clean up thoroughly before and after removing the covering!! The faces on either side of the spine also were accurately (perpendicularly, not to thickness yet) turned.
I started with a triangular (threading type bit) (Figure 10 center). A round nosed left/right bit would also be good, probably better, but I used an indexable carbide bit, so triangular was the only option. I used this bit to turn as much of the valley as possible, leaving the floor about 0.010 to 0.015 inch oversize. I then switched to a left and right tool (depending on which side of the spine I was facing) (Figure 10 left and right). I used these bits to both face the spine and cut the valley floors down to being 0.001 inch oversize. This extra was left as a filing and sanding allowance. Once again there is room on both sides of the specified diameter for error. As long as all the parts are the same diameter, any over or under error can be corrected when the straps are bored.

Figure 10

The face of the spine on the strap side is the finished surface, and the other side will be placed against the top of the chuck jaws to align the inner face of the strap end for final facing. The spine is left wider than the final thickness to allow for any correction that may be needed to bring the strap bearing surface to the correct thickness. The spine will be machined to final thickness when the collar is turned. The diameter of the spine is not critical. It serves to keep the strap from wandering off the eccentric, so as long as the diameter is close, it will operate satisfactorily.
Once the initial turning is completed (Figure 11), the bar is removed and the first 3 (three) eccentrics cut off. Return the bar to the lathe and chuck it by the end with the remaining eccentric (Figure 12). You will notice that I forgot about the need for brass shims to protect the eccentric surface during this operation. The reusable ones I made are described later. Face and turn the circumference of the former stub, truing those surfaces up. The stub is now ready to be used in some future project, rather than ending up as "a too short to use chunk" in the scrap box. Alternately it can be used for the the simple 3 jaw eccentric turning jig (described in the section so named). Remove the bar and separate the last eccentric.
To keep from marring the finished surfaces I made three simple reusable brass jaw covers as shown in Figure 13. These should be made so that they are shorter than the jaw height, so that the eccentric spine can set down on the jaw top.
Return the eccentrics to the 3 jaw chuck and face each side (Figure 14)(Note: Again before the brass jaw protectors). Starting with the strap end, bring the strap bearing surface to the correct thickness. Machine some of the spine thickness away if the area is too narrow after the facing operation. Reverse the part and face the collar end. You can either turn the spine to the proper thickness now, or wait until the axle hole and collar are turned later.
Valve Gear Eccentric Jig
See Turning an Eccentric Hole in a 3-Jaw Chuck
Drivers
Figure 1 shows the front and back views of the 8-1/2 inch square counter weight Allen driver castings. These castings are not semi-contoured in the tread area, as were the tender wheels, so a little more machining in that area will be required. The un-contoured tread area has a great advantage, however, the casting fits into my 8 inch 4-jaw chuck with the raised counter weight clear of the inner step of the one jaw!! No shims needed!!! In addition the back of the spokes will be machined to thin the cross section (as seen from the front), for better appearance. They will be held in the 8 inch 4-jaw chuck for the initial cuts, then will be transferred to the large wheel arbor to finish the tread.
Initial measurements of the casting showed that the front to back thickness of the outer rim of the castings were uniform within 0.003 inch, great! This looked to make the first setup, with the casting clamped in the chuck with the front toward the headstock, easy. However when I clamped the first casting I found that it was slightly banana shaped, leaving a small gap between the casting and one jaw! Not a terrible problem, I just had to reclamp the casting with an equal gap at the opposing jaws. As it turned out all the castings were the same way, so that is how they all were clamped. I could have, perhaps, fiddled with the castings, turning them until they sat down on all four jaws, but the gap was not bad enough to warrant the extra effort. The casting was centered for this setup by indicating on the outer rim surface. The castings were not at all regular in this area, so the actual center of the hub was not even close to centered, but just for facing the back, this was not important. The boring of the axle hole was done in a separate operation later in the process.
One labor saving item that speeded the machining was, as stated above, I could clamp the casting without having to shim to clear the counter weight. Figure 2A shows the counterweight just clearing the jaw. Figure 2B shows the casting mounted and ready for the back to be faced. For this operation I just took enough off the casting to remove the skin and get the entire surface flat. One casting seemed to be really rough. I "took" about 0.200 inch off it without getting more than a section of the outer rim cleaned up. It was about then that I realized I had forgotten to lock the carriage, and it had been slowly backing off as I machined the face!! Once the carriage was secured, the facing progressed at a faster pace.
I used a tin coated carbide bit for the facing of both the front and back surfaces. I started out with an initial speed of 70 RPM (backgear) for the outer rim, then went to 112 RPM (backgear) for the counter weight/spoke/outer hub area, and finally 164 RPM (direct drive) for the inner hub surface. I found that the 70 RPM speed in the spoke area caused too much banging of the backgear assembly with the interrupted cuts. 112 RPM worked much better with my Atlas lathe. The carbide bit held up very well with the interrupted cutting.
On the first two castings I also turned the outer rim to provide a "better" surface to clamp to when the castings were reversed. Unfortunately, the casting was too thin for this to work. I could not remove enough surface without hitting the jaws. Once it was turned around the jaws still hit the unmachined surface. All I had done was provided less area for the jaws to contact. The final two castings were left with the outside rim rough. Figure 3 shows the back of the first casting after facing, with the outer rim machined. Note that the discoloration's on the casting are oily paw prints, not any defect in the casting.
After reading a couple driver machining articles I decided to locate the center of the hub, drill a hole at this location on the drill press and insert a locating pin in the hole. When the casting was turned around to face the back to the final wheel thickness and bore the axle hole, I could use the pin pushed into the hole to locate the casting on center. All four drivers got this treatment. Figure 4 shows the wheel with the pin installed, on the lathe. Well, as I started to do the facing I discovered that the outer rim was not even close to being centered! It seems my "locating the center of the hub" skills needed a little more polishing!! As all four wheels had already been drilled I now faced a dilemma, how to recenter the wheels and finish drilling and boring out the axle hole. If I recentered the wheel the hole would be off making further drilling very difficult. If I stuck with the present hole as the axle hole the wheels would look "funky" when the locomotive was running. Also how to recenter the wheel with no central pin for the indicator reference, as stated above the outer rim was not a usable surface for this operation! I tried to use the outer wall of the grove in the front rim, but I had to bring the indicator in at an angle, and the banana shape of the front caused the indicator to hit the front surface, not the wall at two of the jaw locations.
Finally I hit on the a solution. I drilled the off center hole just big enough to accept a small boring bar, taking into account the offset once the wheel was recentered. A 1/2" hole was sufficient. Figure 5 shows the drilling setup. Notice that I am using a lathe dog clamped to the drill chuck to take the drilling torque. This prevents the drill chuck arbor from spinning in the tailstock ram. For 1/2" and smaller bits I use the dog clamped to the chuck. I insert the dog clamp screw into one of the key holes (I had to grind a dedicated dog to get the thickness down for this to work). For larger bits I clamp the dog to the bit with a brass shim between the clamp screw and the bit. The dog slides along the tool holder shank, as the hole is drilled.
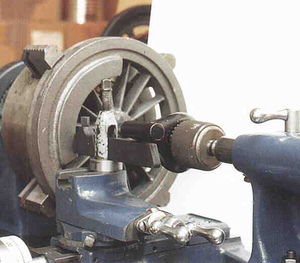
Figure 5

The wheel was then recentered using the inner (spoked area) of the rim as a reference. Normally you center the casting starting at jaws 1 and 3, then you go to 2 and 4 and center (which may move 1 and 2 off center a little). This is repeated until the workpiece is on center. However the counter weight prevented me from having a surface at jaw #4 to reference. The counter weigh is too large to be able to turn the casting to where all four jaws are clear. So I modified to locating process to the following (see Figure 6):
- 1. The casting was centered at the two opposing jaws that the counter weight did not block (1 and 3).
- 2. The indicator was then zeroed at this setting.
- 3. The wheel was then rotated to the unblocked jaw (#2) and this jaw was adjusted to the zero reading on the indicator.
- 4. This was repeated a couple times until the indicator reading changed to within a couple thousandths between jaws 1 & 3 and the jaw #2.
I pulled the tip of the indicator back when spinning the workpiece between the different jaw locations. This inner rim surface is rough. If I had not pulled back the plunger I might have damaged the tip when it caught on one of the surface peaks, or caused the indicator setup to be knocked out of position. I also wiggled the wheel a little when the tip was released to make sure the tip was not sitting on one of these projections. It was due to this roughness that I was satisfied with getting the wheel within a couple thousandths.
This looked a world of difference better running on the lathe! Next the driver was faced. I varied from Bill's drawings here. He calls for the driver to be machined so that the counter weight is the same height as the hub and rim. The Allen drawings have the counter weight projecting past the rim. I like Allen's setup better, as it is more prototypical, so that is how I machined mine. In the Allen drawings the counter weight on the main drivers (where drive rods attach) should be 1/4 inch higher than the rim, and on the other two drivers 1/8 inch. Once again I used the spindle speeds above when doing the facing. I started with the counterweight. Once this was surfaced, I reset the dial to 0 and faced the hub and rim 0.125 inch or 0.225 inch below the counterweight height. I did not have quite enough casting thickness left after facing the back to get a full 0.25 inch counterweight height for the main drivers.
At this time I did not machine the recessed grove at the inner rim. I'll do that when I machine the tread. It could be done now, but a special bit has to be ground, and I decided to continue on with the machining of the other wheels.
The, now, off center drilled axle hole was then bored out to a tight sliding fit on a cutoff 5/8" bolt body. The bolt was a little undersize, so the hole was bored undersize to match. This had the added benefit that I knew the hole was perpendicular to the front face of the wheel. The hole drilled on the drill press might not have been. Figure 7 shows the machined face of one of the 1/8" counterweight drivers.
The casting was then flipped around and centered using the setup shown in Figure 8. For this procedure I moved the topslide as far back as possible and set the indicator holder on the top of the dovetail ways. Once the indicator was positioned correctly I locked the carriage and used the crossfeed to zero the dial.
The back was then faced to bring the overall driver thickness to the 0.813 inch called out in the drawing. This thickness is measured at the outer rim, not the counterweight or inner rim. The back of the spokes were then faced an additional 1/16 inch deeper to reduce the width as seen from the front. I have seen 1/8 inch recommended for this cut, but I decided to play it safe and leave the spokes a little stronger.
The axle hole was then bored out to between 29/32 inch and 59/64 inch. The final diameter is not critical, the reamer will cut it to the final size. Just as long as the bored hole does not exceed 15/16 inch.
I encountered a problem here. When I went to mount the reamer in the tailstock chuck, the shank was too large!! Check yours before you get to this point! The kludge setup I tried so that I would not have to remove the wheel and chuck, did not work well, it cut a tapered hole. So I decided to make some sort of new mount for the reamer. Initially I decided to machine a 3/4 inch to 1/2 inch adapter, but after destroying an innocent piece of steel, I switched to turning down the reamer shaft. As it came, it had centers at each end so I mounted it between centers and turned down a length to 1/2 inch. Figure 9 shows the piece mounted and partially turned. As I had to mount a lathe dog on the shaft end during turning, I had to cut off the end. In addition I ground a flat just beyond the 1/2 inch section for a crescent wrench. The wrench will be used to prevent the reamer from turning during the cut. The forces may be too large for the drill chuck in the tailstock to resist, and I do NOT want to spin it while in the tailstock! Figure 10 shows the completed modifications.
Figure 11 shows the reaming of the axle hole. I used the same type of setup as when drilling, but using a wrench instead of a lathe dog to prevent the reamer from turning. I used the wrench to give me more leverage. The flat I ground on the reamer gives a more secure attachment with the wrench than a lathe dog would give on the flat or on a round shaft. Note that in the figure I had not yet recessed the spoke area. On the first driver I did this step last. On the others I recessed before reaming. This saved one tool bit change.
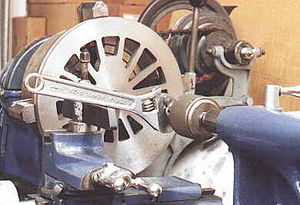
Figure 11

{kind=link}
{kind=link}
{kind=link}
Video