Balanced Air Brakes from Scratch
Fall 2015
During the summer of 2015 I began studying air brakes and how live steam modelers incorporate working air brake systems on their trains. I was well into building a Kitsap Live Steamers caboose kit and decided to add a fully operational balanced air brake system to the caboose.
This is my first attempt at building operating air brakes, and I am quite pleased with the results. Air brakes will certainly be added to my other equipment.
Summary: This article describes how to build Pull-to-apply balanced air brakes.
Equipment

- Clippard parts:
- UDR-17-1 : Stainless steel double-acting cylinder, 1 inch stroke, 1-1/16 inch bore, 5/16 inch shaft
- CT4 : #10-32 to 1/8” ID Hose Connector, designed for Clippard's Polyurethane hose
- T44-4 : Tee fitting, 1/8 inch ID
- URH1-0804-BKS : Urethane tube 1/8 inch ID
- TV-3SP : 3-Way Toggle Valve, ENP Steel Toggle, 1/8" NPT
- MCV-2 : Check Valve, #10-32 Ports
- 15090-1 : 1/8” NPT to #10-32 “L” Fitting
Tools and Supplies
The following tools were used in the construction of the truck brakes:
- Drill Press
- Low-cost wire welder (110 Volt AC) from Harbor Freight
- Lincoln Innershield NR-211-MP flux core welding wire, 0.035 inch
- Lathe (for turning brake shoes and brake shafts)
Build Gallery
Air Tank

I started with the air tank. It is constructed using 2 inch diameter PVC pipe (schedule 40) with a pair of caps. A hole was drilled and tapped for 10-32 threads to accept a Clippard fitting. An adhesive dot was placed over the hole before painting.

PVC glue was applied to the threaded hole before inserting the Clippart CT4 1/16 hose barb fitting. Be careful with the glue. As you can see it will remove paint.

The air reservoir is mounted underneath the caboose. A 1/2 by 1/2 angle was welded to the frame of the caboose, and the reservoir was secured to it with an automotive hose clamp.



Brake Shoes

In an effort to save money I decided to cut brakes from a ring of aluminum purchased from McMaster-Carr. The pipe has a 4 inch inside diameter and a 6 inch outside diameter.

A 1/2 inch width of the aluminum pipe was parted off on the lathe. Here it has been blued and marked for cutting.


Mechanical Drawings
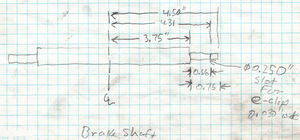
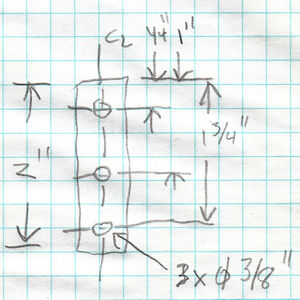
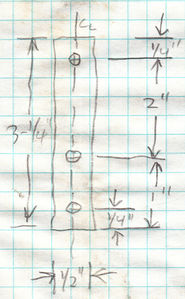
Brake Shaft for Caboose Trucks. Two required per truck.
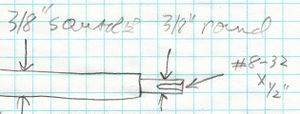
End detail of Brake Shaft. Turn ends down to 3/8 inch on lathe. Drill and tap for 8-32 threads 1/4 inch deep.
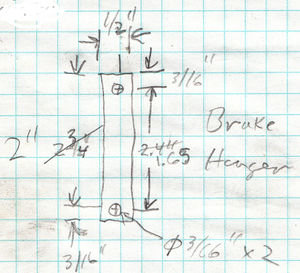
Brake Hanger, four required per truck.
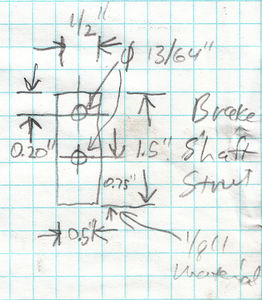
Brake shaft strut, two required per Brake Shaft.
Short lever to be inserted between struts, one per truck required.
Long lever, inserted between struts and connected to Bolster Fulcrum, one required per truck.
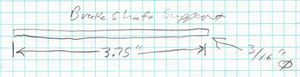
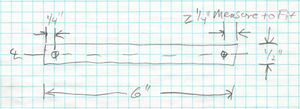
Brake Shaft Support, two required per Brake Shaft. Later I started cutting one 7 inch long support. After inserting and welding onto the struts the rods are bent and welded to the ends of the Brake Shaft.
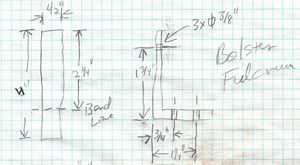
The Bolster Fulcrum is attached to the side of the bolster.
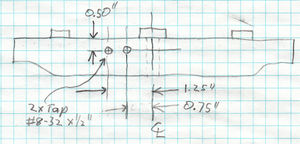
Location of tapped holes for the Bolster Fulcrum.
Connecting lever runs underneath the truck and connects the long and short levers.
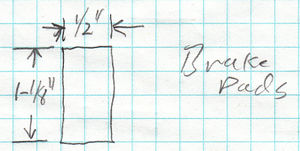
Brake pads, four required per truck.
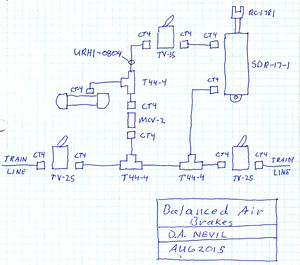
Schematic diagram for balanced air brakes. All part numbers are from the Clippard catalog. A small amount of blue thread-lock is placed on the threaded parts. Be careful that excess thread-lock does not leak down into the moving parts of the valves!












Assembling Brake Shafts
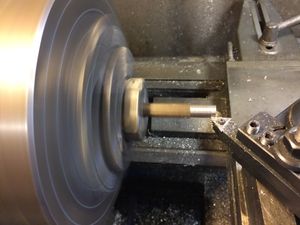
Turning one end of a Brake Shaft.

File:CabooseBrakes TestFit.jpg

The two Brake Struts were welded onto the Brake Shaft. Then the 7 inch long Support Shaft was inserted into the holes at the end of the Brake Struts, bent down at the ends, and welded at the ends as well as at the Brake Struts.

The Brake Shaft assembly is cleaned after welding. Note that a temporary lever has been inserted and pinned between the two Brake Shaft Struts to help hold the gap during welding.

Test fit of assembled Brake Shaft in truck.





Brake Pads

Brake pad material from McMaster-Carr.

The Brake Pads are cut and glued to the aluminum Brake Shoes with JB Weld. The Brake Shafts are pulled tight using rebar ties attached to the axle. This holds the shoes tightly to the pads and forms the curve in the shoes.


Final Assembly

The trucks with balanced air brakes are assembled onto the undercarriage of the caboose, along with air brake cylinder, reservoir and air switches.

Support brackets made from flat brass stock were added to keep the levers in place. Nylon lock nuts were later used on both sides of the lever.
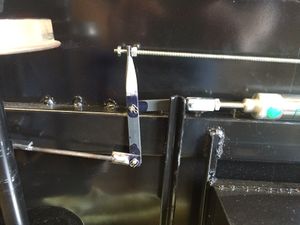
The brake rigging was kept as simple as possible. This view shows the rigging attached to the plunger of the air cylinder.

This view shows the rigging attached to the body of the air cylinder. Note that the air cylinder is supported solely by the brake rigging.

Clippard TV-2S toggle valves were selected because of their small size, low cost, and reliable operation. Note the eye hooks for safety chains, as required by some railroads.





Plastic Shoes
In 2019 I replaced the aluminum shoes with more realistic shoes printed in black PLA. See Plastic Brake Shoes.
Video Demo
This video demonstrates the failsafe operation of the balanced brakes, along with how to disable the brakes once activated. Video by Daris A Nevil, August 2015.