Building a Kitsap Caboose: Difference between revisions
No edit summary |
|||
| Line 25: | Line 25: | ||
File:Kitsap Live Steamers Caboose 18.jpg|A coat of primer is sprayed on the side to identify dimples from welding that must be filled in. The dimples are circled. | File:Kitsap Live Steamers Caboose 18.jpg|A coat of primer is sprayed on the side to identify dimples from welding that must be filled in. The dimples are circled. | ||
File:Kitsap Live Steamers Caboose 19.jpg|Two of the dimples have been prepared for filling. | File:Kitsap Live Steamers Caboose 19.jpg|Two of the dimples have been prepared for filling. | ||
File:Kitsap Live Steamers Caboose 20.jpg|The dimples have been filled with "Bondo". | File:Kitsap Live Steamers Caboose 20.jpg|The dimples have been filled with "Bondo". Once set, the filled dimples will be sanded smooth. | ||
</gallery> | </gallery> | ||
Revision as of 10:49, 28 July 2015
Build Gallery

Laying out the base and other parts for the Kitsap Live Steamers caboose kit. Photo by Daris A Nevil, April 2015.

The floor plats have been welded to the side beams. The center beam and bolster supports have been attached as well. The end beam has been welded to the end of the floor and the coupler pocket. The half rounds were previously brazed on the end beam.

Top view of floor plats showing "stitch" welds.

Bottom view of the floor shows stitch welds. These welds were made using a red Lincoln "tombstone" welder (seen under the table) with 1/8 inch 6011 rods. You must be very careful to prevent warpage during welding, even with this thicker material. By careful I mean make short stitch welds (1/4 inch) and allow to cool between welds (10-15 seconds). Use lots of C-clamps to hold materials tightly together during welding.

Angle iron has been stitched onto the end wall, which is now positioned for test fitting. I used small brass hinges for the doors, and brazed them to the steel. In retrospect I wish I had used rivets.

Preparing for welding the four sides together. The clamps are from Harbor Freight, and were made for wood projects, but I found they worked quite well for this project (and I already had them).

The four sides have been welded together and to the floor. Be sure to use a square to align the sides. Note the angle iron on the upper edge was welded in sections. This was a grave mistake on my part, as it causes severe warpage of the sides. I later removed these and replaced with one long piece as the instructions suggest.

Angle iron has been welded to the edges of the cupola front and back sections.

The cupola front and back have been welded to the cupola sides.

The short section of the roof is prepared for welding. The roof is stitch welded on the inside.

A box full of detail parts from Precision Steel Car.

The steps must be cut the same length. I trimmed all these to the same length in the mill.

The instructions suggested clamping the steps to a section 1x1 inch angle aluminum. I chose instead to use magnetic holders, which worked quite well. In the background you can see where I blew a hole in the side of the caboose while welding. This was easily fixed later by filling in with a wire welder.

A complete set of welded steps.

A newly installed step.

View of the step from the underside, showing where the step is welded to the frame. Not very pretty, but it is strong and, luckily, will not be seen by the typical observer.

I chose to weld the step on two sides, namely, the side of the car and underneath the floor. It is not welded to the bumper.
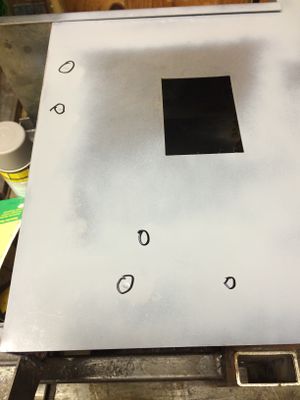
A coat of primer is sprayed on the side to identify dimples from welding that must be filled in. The dimples are circled.

Two of the dimples have been prepared for filling.

The dimples have been filled with "Bondo". Once set, the filled dimples will be sanded smooth.



















