Building a Kitsap Caboose: Difference between revisions
(→Body) |
|||
| Line 43: | Line 43: | ||
File:Kitsap Live Steamers Caboose 19.jpg|Two of the dimples have been prepared for filling. | File:Kitsap Live Steamers Caboose 19.jpg|Two of the dimples have been prepared for filling. | ||
File:Kitsap Live Steamers Caboose 20.jpg|The dimples have been filled with "Bondo". Once set, the filled dimples will be sanded smooth. | File:Kitsap Live Steamers Caboose 20.jpg|The dimples have been filled with "Bondo". Once set, the filled dimples will be sanded smooth. | ||
</gallery> | |||
=== Roof === | |||
<gallery widths="400px" heights="400px"> | |||
File:KitsapCabooseBatteryBox8.jpg|The Kitsap kit ships with two three roof sections: a long section, the roof for the cupola, and the short section behind it. I wanted a removable roof so that small kids can ride in the caboose, so I took the advice given in the instructions to cut the long roof section into two parts as shown in this photo. | |||
File:KitsapCabooseBatteryBox9.jpg|I used a low-cost sheet metal brake from Harbor Freight to bend all the roof sections. Here is the long roof section after begin cut in two parts. This is the longest section and the hardest to bend in this jig. I used all the C-clamps I could round up. The bending operation worked smother and easier by spraying lubricant (WD-40) on the sheet metal where it was begin bent. | |||
File:KitsapCabooseBatteryBox10.jpg|The short roof section cut from the long section has only about 3 inches of support to cling to. Three holes were drilled in the roof section on the left and right sides where it would sit on top of the roof beams. I first made stitch welds across the front of the caboose on the outside, underneath the roof section. You can see the "dots" of weld going up the photo. Then the six holes were fill welded with the wire welder, making sure the weld wire went all the way into the hole, attaching to the roof beam, and then filling the hole. The welds were ground flat with the roof. This resulted in a very strong roof section. | |||
</gallery> | </gallery> | ||
Revision as of 22:49, 13 September 2015
Tools and Supplies
- Low-cost wire welder (110 Volt AC) from Harbor Freight
- Lincoln "tombstone" welder (220 Volt AC)
- Lincoln Innershield NR-211-MP flux core welding wire, 0.035 inch
- Harbor Freight drill pres/mill
- Welding rods
- Self etching primer
- Rustoleum ComfortGrip spray can handle and trigger
Build Gallery
Frame

Laying out the base and other parts for the Kitsap Live Steamers caboose kit. Photo by Daris A Nevil, April 2015.

The floor plates have been welded to the side beams. The center beam and bolster supports have been attached as well. The end beam has been welded to the end of the floor and the coupler pocket. The half rounds were previously brazed on the end beam.

Top view of floor plats showing "stitch" welds.

Bottom view of the floor shows stitch welds. These welds were made using a red Lincoln "tombstone" welder (seen under the table) with 1/8 inch 6011 rods. You must be very careful to prevent warping during welding, even with this thicker material. By careful I mean make short stitch welds (1/4 inch) and allow to cool between welds (10-15 seconds). Use lots of C-clamps to hold materials tightly together during welding.

Angle iron has been stitched onto the end wall, which is now positioned for test fitting. I used small brass hinges for the doors, and brazed them to the steel. In retrospect I wish I had used rivets.

Preparing for welding the four sides together. The clamps are from Harbor Freight, and were made for wood projects, but I found they worked quite well for this project (and I already had them).

The four sides have been welded together and to the floor. Be sure to use a square to align the sides. Note the angle iron on the upper edge was welded in sections. This was a grave mistake on my part, as it causes severe warping of the sides. I later removed these and replaced with one long piece as the instructions suggest.







Body

Angle iron has been welded to the edges of the cupola front and back sections.

The cupola front and back have been welded to the cupola sides.

The short section of the roof is prepared for welding. The roof is stitch welded on the inside.

A box full of detail parts from Precision Steel Car.

The steps must be cut the same length. I trimmed all these to the same length in the mill.

The instructions suggested clamping the steps to a section 1x1 inch angle aluminum. I chose instead to use magnetic holders, which worked quite well. In the background you can see where I blew a hole in the side of the caboose while welding. This was easily fixed later by filling in with a wire welder.

A complete set of welded steps.

A newly installed step.

View of the step from the underside, showing where the step is welded to the frame. Not very pretty, but it is strong and, luckily, will not be seen by the typical observer.

I chose to weld the step on two sides, namely, the side of the car and underneath the floor. It is not welded to the bumper.
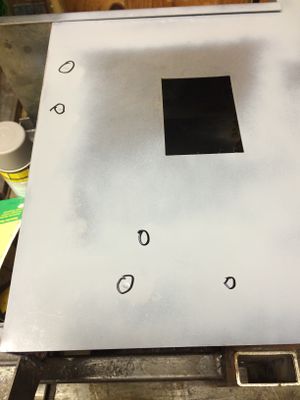
A coat of primer is sprayed on the side to identify dimples from welding that must be filled in. The dimples are circled.

Two of the dimples have been prepared for filling.

The dimples have been filled with "Bondo". Once set, the filled dimples will be sanded smooth.













Roof

The Kitsap kit ships with two three roof sections: a long section, the roof for the cupola, and the short section behind it. I wanted a removable roof so that small kids can ride in the caboose, so I took the advice given in the instructions to cut the long roof section into two parts as shown in this photo.

I used a low-cost sheet metal brake from Harbor Freight to bend all the roof sections. Here is the long roof section after begin cut in two parts. This is the longest section and the hardest to bend in this jig. I used all the C-clamps I could round up. The bending operation worked smother and easier by spraying lubricant (WD-40) on the sheet metal where it was begin bent.

The short roof section cut from the long section has only about 3 inches of support to cling to. Three holes were drilled in the roof section on the left and right sides where it would sit on top of the roof beams. I first made stitch welds across the front of the caboose on the outside, underneath the roof section. You can see the "dots" of weld going up the photo. Then the six holes were fill welded with the wire welder, making sure the weld wire went all the way into the hole, attaching to the roof beam, and then filling the hole. The welds were ground flat with the roof. This resulted in a very strong roof section.



Battery Box

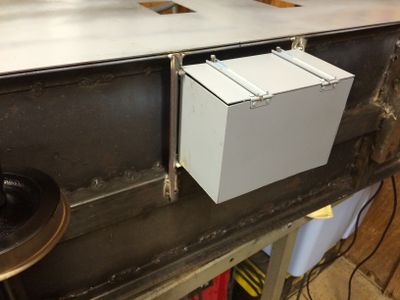
I decided to model the caboose after the Santa Fe caboose #999187 located at the Comanche & Indian Gap Railroad railroad. I needed a battery box in place of the tool cellar. Here my nephew Stephen is setting up to weld the box together. Note that this battery box was built from scratch, and is not part of the Kitsap Live Steamer's kit.

The dimensions of the box is 6-1/2 inches deep, 4-1/2 inches deep, and 3-3/4 inches high. After installation on the chassis the box looked a bit over-sized, so you may need to adjust for your taste. The battery box is large enough to hold a standard gel-cell battery. The battery will power the lights on the caboose. The two front braces were cut from 1/2 inch square steel tubing. It is cut down to about 1/8 inch high, so that the side ribs show prominently like the prototype.

Here you can see the filler welds that hold the front braces onto the faceplate. Holes were drilled in the faceplate, the braces were clamped onto the faceplate, and the holes were filled with welds from the backside of the faceplate. The welds were ground down flat.

The box was welded together using "stitch" welds to prevent warping. Small brass hinges from Hobby Lobby are riveted to the box and faceplate using 3/32 inch aluminum rivets.

The top back mounting brace is welded onto the battery box.

The front brace is welded in place. Other components shown here include the terminal strip and the fuse holder.

The terminal strip and fuse holder have been mounted on the side of the battery box. I made a mistake here, in that I mounted the terminal strip on the side where the air tank will reside. Not much access room after the battery box and air tank are mounted next to each other.
The battery box has been welded onto the caboose chassis. The mounting brackets are 1/2 by 1/2 inch angle steel. Two holes were drilled through the top of the two front braces through which #5-40 bolts are inserted, and screw into matching tapped holes in the front support brace.







